4 exécution de pr ogr amme – HEIDENHAIN TNC 410 ISO Programming Manuel d'utilisation
Page 404
378
11 Test de programme et exécution de programme
1
1
.4 Exécution de pr
ogr
amme
Exécuter le programme d'usinage contenant des
coordonnées d'axes non commandés
(sauf TNC 426, TNC 430)
Utilisation
La TNC peut également exécuter des programmes à l'intérieur
desquels vous avez programmé des axes non commandés.
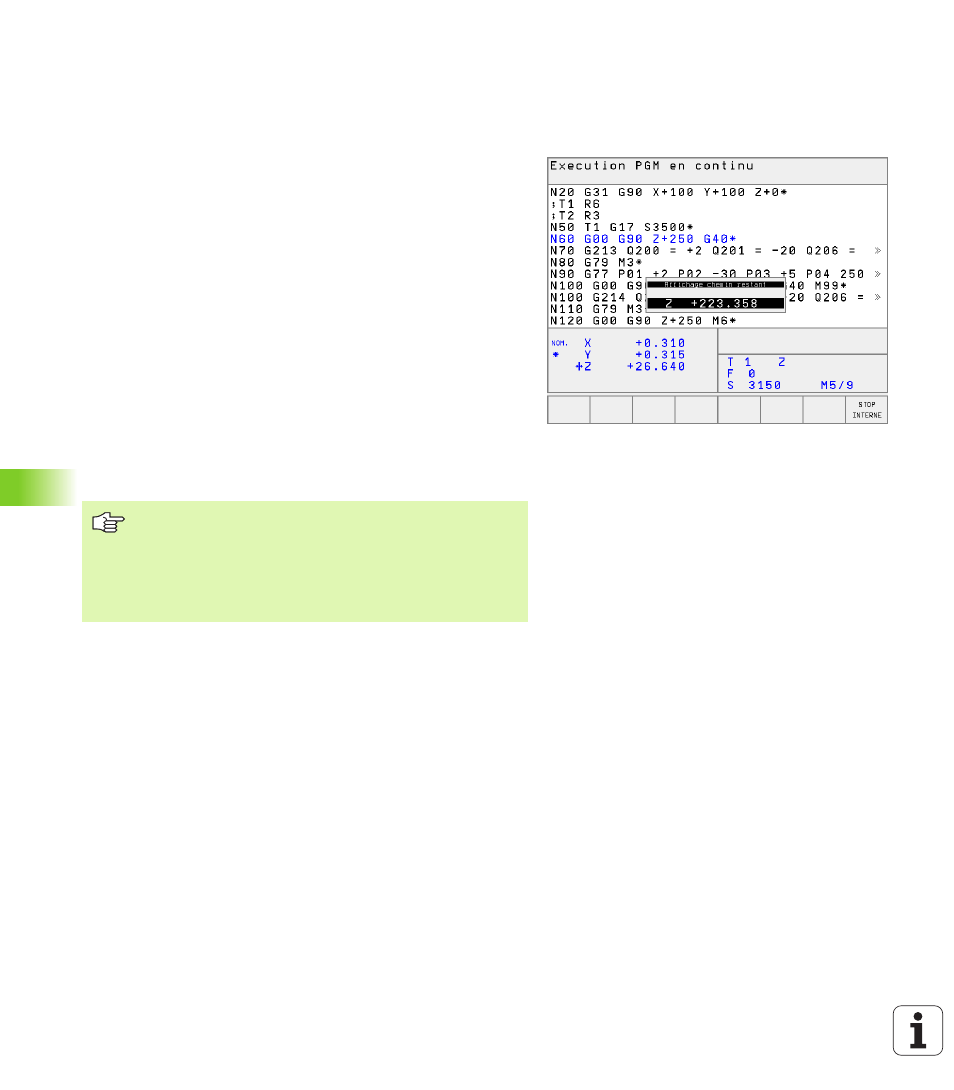
Lorsque la TNC parvient à une séquence dans laquelle un axe non
commandé a été programmé, elle stoppe le déroulement du
programme. Elle affiche simultanément une fenêtre laissant
apparaître le chemin restant à parcourir jusqu'à la position-cible (cf. fig.
en haut et à droite).
Procédure
Lorsque la TNC affiche la fenêtre du chemin restant à parcourir,
procédez de la manière suivante:
U
U
U
U
Déplacez l'axe manuellement jusqu'à la position-cible. La TNC
actualise en permanence la fenêtre indiquant le chemin restant et
affiche toujours la valeur que vous devez encore parcourir jusqu'à la
position-cible
U
U
U
U
Lorsque vous avez atteint la position-cible, appuyez sur la touche
Start CN pour poursuivre l'exécution du programme. Si vous
appuyez sur la touche START CN avant d'avoir atteint la position-
cible, la TNC délivre un message d'erreur
La précision avec laquelle vous devez aborder la position-
cible est définie dans le paramètre-machine 1030.x
(valeurs d'introduction possibles: 0,001 à 2mm).
Les axes non-commandés doivent être indiqués dans une
séquence de positionnement séparée; sinon la TNC
délivre un message d'erreur.