HEIDENHAIN TNC 410 ISO Programming Manuel d'utilisation
Page 195
TNC 410, TNC 426, TNC 430 HEIDENHAIN
169
7.
5 F
onctions auxiliair
es pour les ax
es r
o
tatifs
Effet
M114 est active en début de séquence et M115, en fin de séquence.
M114 n'agit pas lorsque la correction du rayon d'outil est active.
Pour annuler M114, introduisez M115. M114 est également
désactivée en fin de programme.
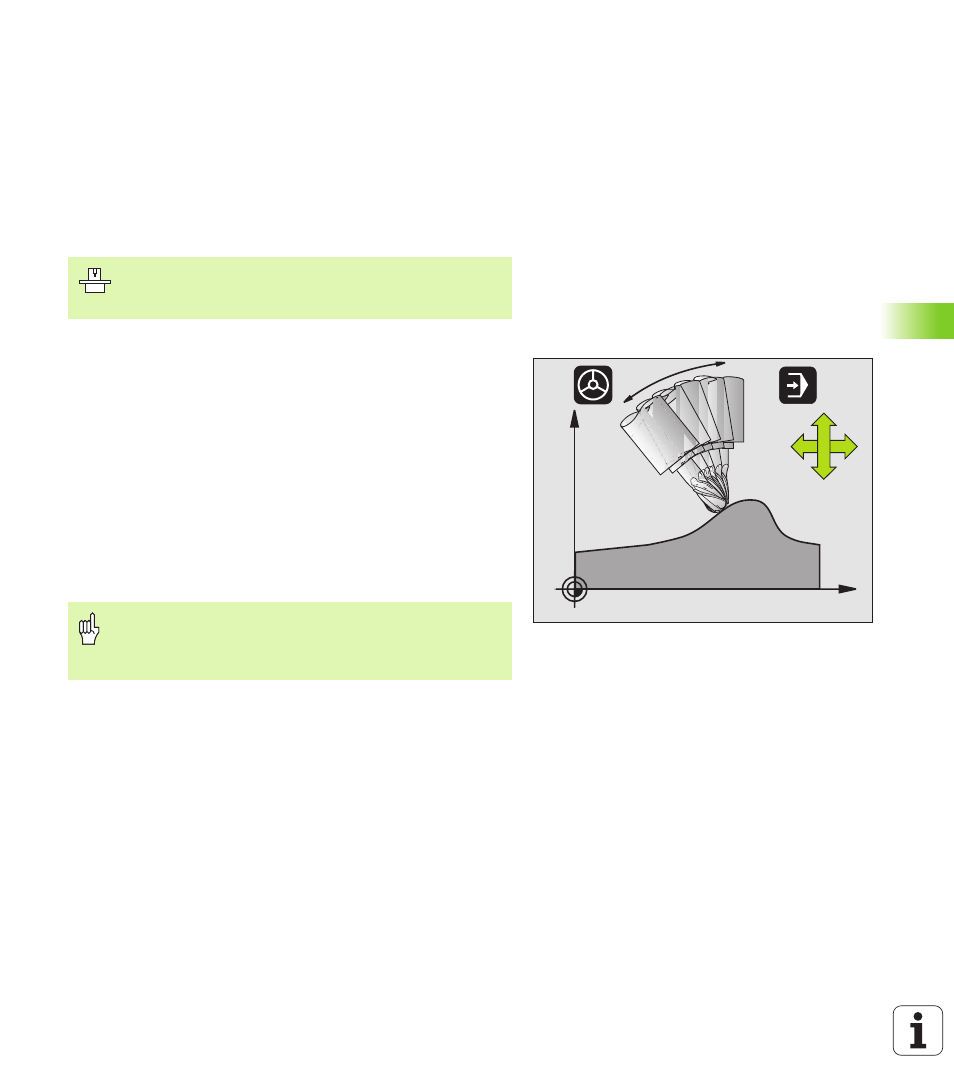
Conserver la position de la pointe de l'outil lors
du positionnement des axes inclinés (TCPM*):
M128 (sauf TNC 410)
Comportement standard
La TNC déplace l'outil jusqu'aux positions définies dans le programme
d'usinage. Dans le programme, si la position d'un axe incliné est
modifiée, le décalage qui en résulte sur les axes linéaires doit être
calculé et le déplacement doit être réalisé dans une séquence de
positionnement (cf. fig. sous M114).
Comportement avec M128
Si la position d'un axe incliné commandé est modifiée dans le
programme, pendant la procédure d'inclinaison, la position de la pointe
de l'outil n'est pas modifiée par rapport à la pièce.
Pour modifier la position de l'axe incliné avec la manivelle pendant
l'exécution du programme, utilisez M118 en liaison avec M128.
Lorsque M128 est active, l'autorisation d'un positionnement avec la
manivelle a lieu dans le système de coordonnées machine.
La géométrie de la machine doit être définie par le
constructeur de la machine dans le paramètre-machine
7510 et les suivants.
Pour les axes inclinés avec denture Hirth: Ne modifier la
position de l'axe incliné qu'après avoir dégagé l'outil.
Sinon, la sortie hors de la denture pourrait endommager le
contour.
X
Z
B
Z
X