Evidement (cycle g122), G122 evidement (impératif), 7 cy cles sl, gr oupe ii (sauf tnc 41 0) – HEIDENHAIN TNC 410 ISO Programming Manuel d'utilisation
Page 299
TNC 410, TNC 426, TNC 430 HEIDENHAIN
273
8.7 Cy
cles SL, gr
oupe II (sauf TNC 41
0)
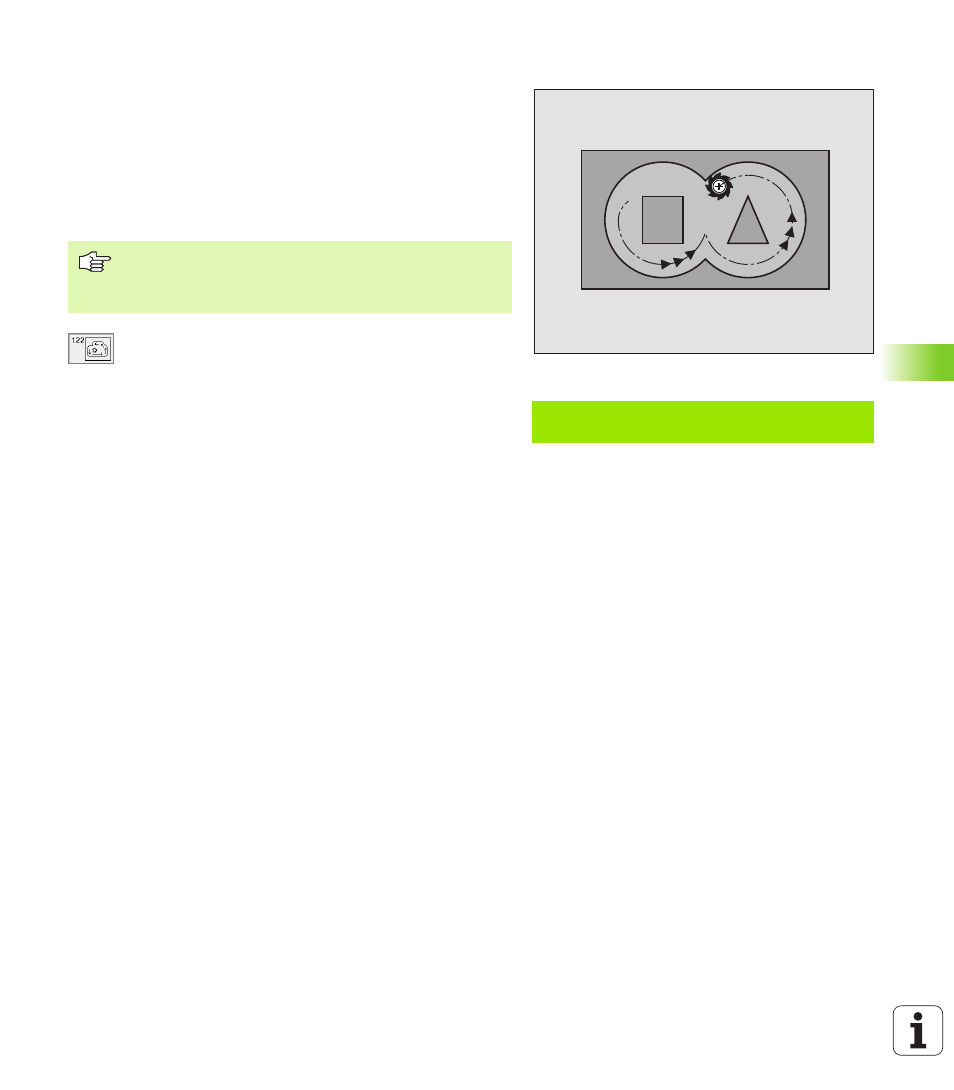
EVIDEMENT (cycle G122)
1
La TNC positionne l'outil au-dessus du point de plongée. La
surépaisseur latérale de finition est alors prise en compte
2
Lors de la première profondeur de passe, l'outil fraise le contour de
l'intérieur vers l'extérieur, suivant l'avance de fraisage Q12
3
Les contours d'îlots (ici: C/D) sont fraisés librement en se
rapprochant du contour des poches (ici: A/B)
4
Pour terminer, la TNC parcourt le contour des poches et rétracte
l'outil à la hauteur de sécurité
U
U
U
U
Profondeur de passe
Q10 (en incrémental): Distance
parcourue par l'outil en une passe
U
U
U
U
Avance plongée en profondeur
Q11: Avance de
plongée en mm/min.
U
U
U
U
Avance évidement
Q12: Avance de fraisage en mm/
min.
U
U
U
U
Numéro outil pré-évidement
Q18: Numéro de l'outil
avec lequel la TNC vient d'effectuer le pré-
évidemment. S'il n'y a pas eu de pré-évidement, „0“
a été programmé; si vous introduisez ici un numéro,
la TNC n'évidera que la partie qui n'a pas pu être
évidée avec l'outil de pré-évidemment.
Si la zone à évider en second lieu ne peut être
abordée latéralement, la TNC effectue une plongée
pendulaire; A cet effet, vous devez définir la longueur
de dent LCUTS et l'angle max. de plongée ANGLE de
l'outil à l'intérieur du tableau d'outils TOOL.T (cf.
„Données d'outils”, page 99). Si nécessaire, la TNC
délivrera un message d'erreur
U
U
U
U
Avance pendulaire
Q19: Avance pendulaire en mm/
min.
Exemple: Séquence CN
N57 G120 Q10=+5 Q11=100 Q12=350 Q18=1
Q19=150 *
C
D
A
B
Remarques avant que vous ne programmiez
Si nécessaire, utiliser une fraise à denture frontale (DIN
844) ou pré-percer avec le cycle G121.