3 tournage manuel, 4 manivelle, 2 mode de fonctionnement manuel – HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 38
3 Mode Manuel ou Automatique
26
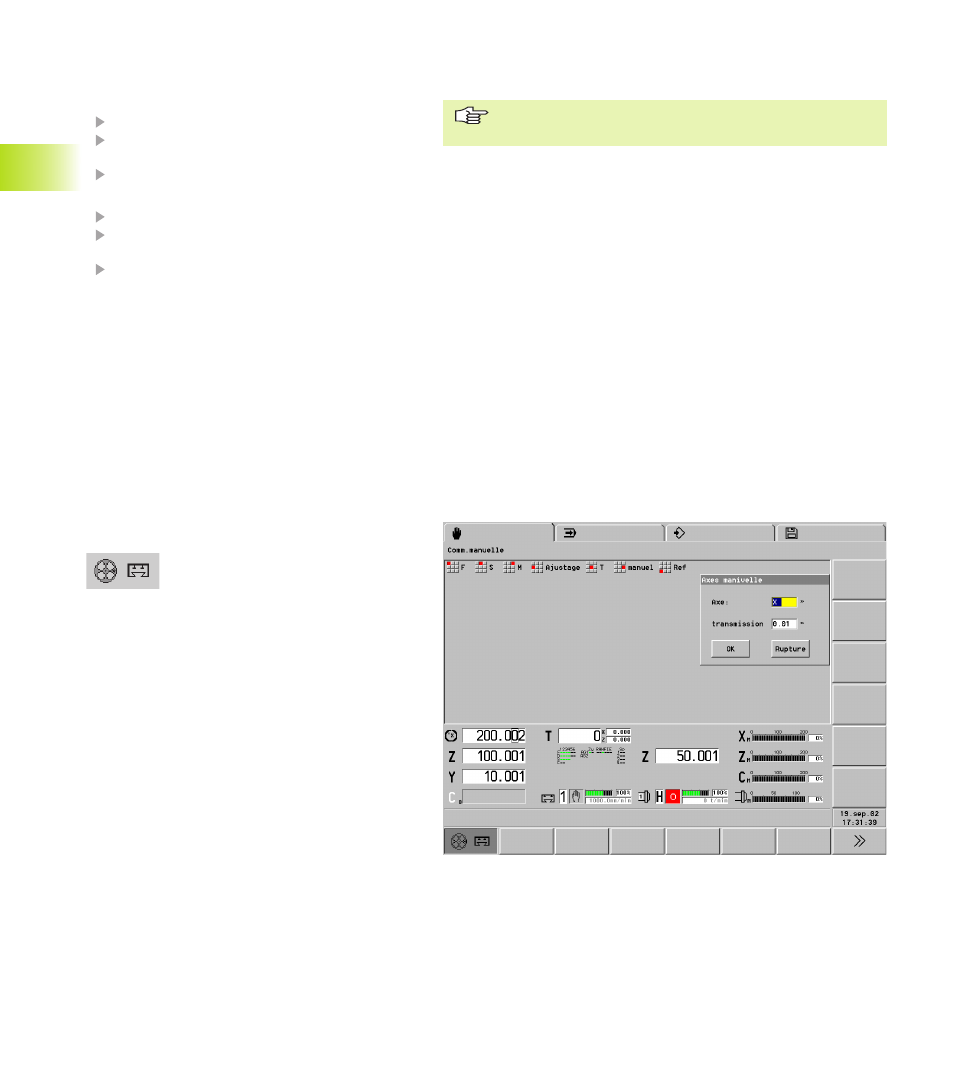
3.2.4 Manivelle
Affectez la manivelle à l'un des axes
principaux ou à l'axe C et indiquez
l'avance ou l'angle de rotation
correspondant à un incrément de la
manivelle (boîte de dialogue „Axes
manivelle“).
Vous découvrez l'affectation de la manivelle ainsi
que sa résolution (transmission) dans l'affichage de
la machine (la lettre d'axe et la position après la
virgule de la résolution de la manivelle sont
marquées).
Annuler l'affectation de la manivelle: Appuyer sur la
softkey „Manivelle“ alors que la boîte de dialogue
est ouverte.
L'affectation de la manivelle est annulée par les
événements suivants:
■
Commutation de chariot
■
Changement de mode de fonctionnement
■
Action sur une touche de sens manuelle
■
Nouvelle affectation de la manivelle
3.2 Mode de fonctionnement Manuel
3.2.3 Tournage manuel
Groupe de menus „Manuel“:
n
Tournage longitudinal et transversal simple
Sélectionner „Avance continue“
Sélectionner le sens de l'avance (boîte de
dialogue „Avance continue“)
Commander l'avance avec les touches de cycle
n
Fonctions G
Sélectionner „Fonction G“
Introduire le numéro G et les paramètres –
Valider „OK“
La fonction G sera exécutée
Fonctions G autorisées:
■
G30 – Usinage sur la face arrière
■
G710 – Additionner les cotes d'outils
■
G720 – Synchronisation broche
■
G602..G699 – Fonctions automate
n
Programmes CN en Manuel
Selon la configuration du tour, le constructeur de
la machine introduit des programmes CN qui
complètent l'usinage en mode manuel (exemple:
activation de l'usinage sur la face arrière). – Cf. Ma-
nuel de la machine.
Avec „Avance continue“, une avance par tour doit être
définie.