5 commandes de géométr ie – HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 116
4 DIN PLUS
104
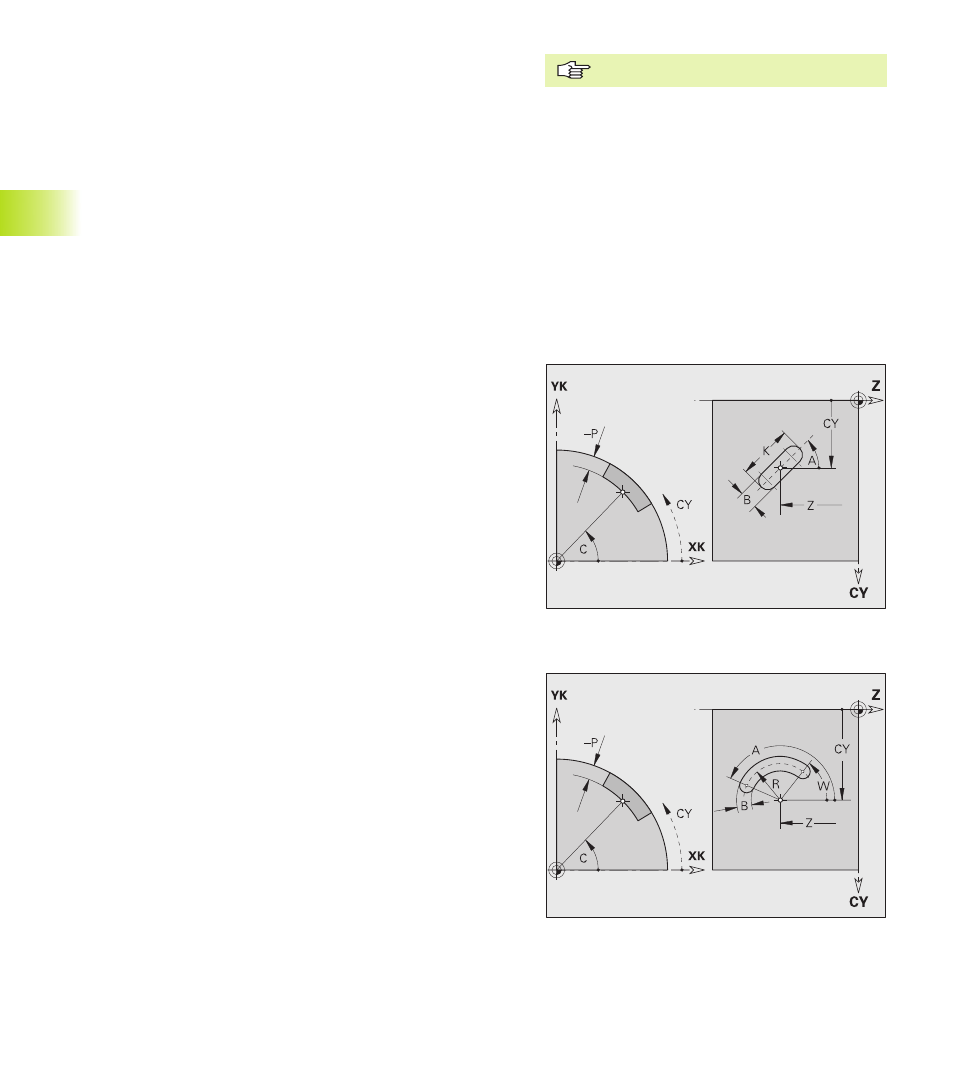
Rainure circulaire sur le pourtour G312-/G313-Géo
■
G312: rainure circulaire sens horaire
■
G313: rainure circulaire sens anti-horaire
Paramètres
Z:
Centre de courbure
C:
Centre de courbure (angle)
CY:
Angle comme „cote de segment” (référence: développé du
pourtour avec „diamètre de référence”)
R:
Rayon de courbure (référence: trajectoire du centre de la
rainure)
A:
Angle point initial (référence: axe Z)
W:
Angle point final (référence: axe Z)
B:
Largeur de la rainure
P:
Profondeur de la poche – pas d'introduction: „P“ de G308
G312-Géo
Rainure linéaire sur le pourtour G311-Géo
Paramètres
Z:
Centre
C:
Centre (angle)
CY:
Angle comme „cote de segment” (référence: développé du
pourtour avec „diamètre de référence”)
A:
Angle axe longitudinal (référence: axe Z) – par défaut: 0°
K:
Longueur de la rainure
B:
Largeur de la rainure
P:
Profondeur de la poche – pas d'introduction: „P“ de G308
4.5 Commandes de géométr
ie
Usiner un trou G310 avec G71 ...G74.
E:
Angle de lamage
I:
Diamètre du filet
J:
Profondeur du filet
K:
Attaque du filet (longueur en sortie)
F:
Pas de vis
V:
Filet à gauche ou à droite – par défaut: 0
■
V=0: filet à droite
■
V=1: filet à gauche*
A:
Angle (référence: axe Z) – par défaut: 90° = perçage oblique
(plage: 0° < A < 180°)
O:
Diamètre de centrage