5 p a ramètr es d'usinag e – HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 377
CNC PILOT 4290 HEIDENHAIN
365
7.5 P
a
ramètr
es d'usinag
e
Finition – Analyse de l'usinage
■
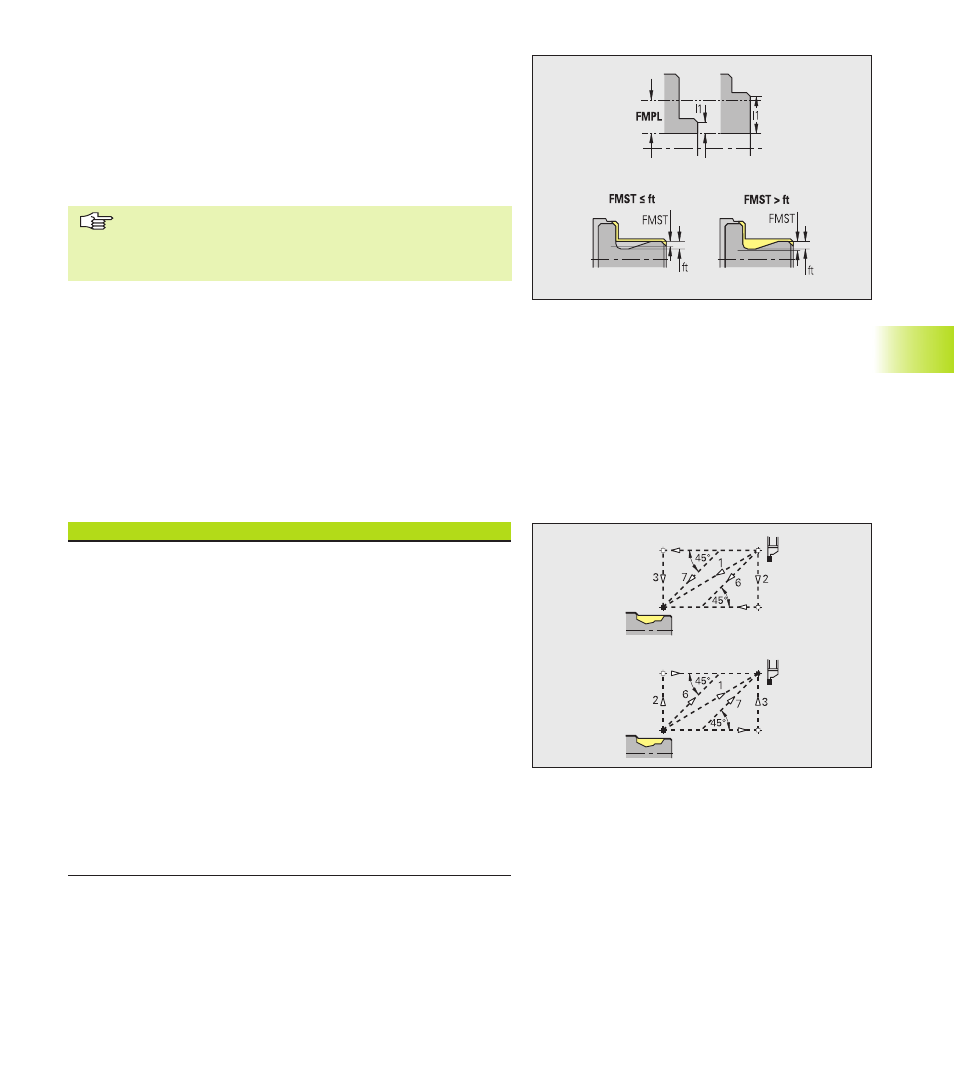
Longueur transversale min. [FMPL] – TURN PLUS examine
l'élément de devant du contour externe qui doit faire l'objet
d'une finition. Règles en vigueur:
■
Pièce finie avec contour interne:
■
FMPL >= l1: sans coupe transversale particulière
■
FMPL < l1: avec coupe transversale particulière
■
Pièce finie sans contour interne: toujours avec coupe transver-
sale particulière
■
La coupe transversale particulière est réalisée de
l'extérieur vers l'intérieur.
■
L'„écart angulaire transversal PWA“ n'a aucune
répercussion sur l'analyse des éléments transversaux.
■
Profondeur max. de coupe de finition [FMST] – Définit le
profondeur de plongée admissible pour les dégagements non
usinés. Au moyen de ce paramètre, le cycle de finition (G890)
détermine si des dégagements (forme E, F, G) doivent être usinés
dans le processus de finition du contour. Règles en vigueur:
■
FMST > ft: avec usinage d'un dégagement (ft: profondeur du
dégagement)
■
FMST <= ft: sans usinage d'un dégagement
■
Nombre de tours pour chanfrein ou arrondi [FMUR] – L'avance
est réduite de manière à ce qu'un minimum de FMUR tours soit
réalisé (fonction: cycle de finition G890).
6 – Coupe (gorges et gorges de contour)
Gorges – Approche et sortie du contour
■
Approche plongée externe [ANESA]
■
Approche plongée interne [ANESI]
■
Départ (sortie) plongée externe [ABESA]
■
Départ (sortie) plongée interne [ABESI]
Coupe du contour (gorges de contour) – Approche et sortie
■
Approche coupe de contour externe [ANKSA]
■
Approche coupe de contour interne [ANKSI]
■
Départ (sortie) coupe de contour externe [ABKSA]
■
Départ (sortie) coupe de contour interne [ABKSI]
Mode de sortie/d'approche:
■
1: sens X et Z simultanément
■
2: sens X puis Z
■
3: sens Z puis X
■
6: déplacement accouplé, sens X avant Z
■
7: déplacement accouplé, sens Z avant X
Les déplacements d'approche et de sortie du contour sont
effectués en avance rapide (G0).