8 mode d'usinage filet ( g31), 8 mode d'usinage filet (g31) – HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 318
6 TURN PLUS
306
6.12.8 Mode d'usinage Filet (G31)
Paramètres
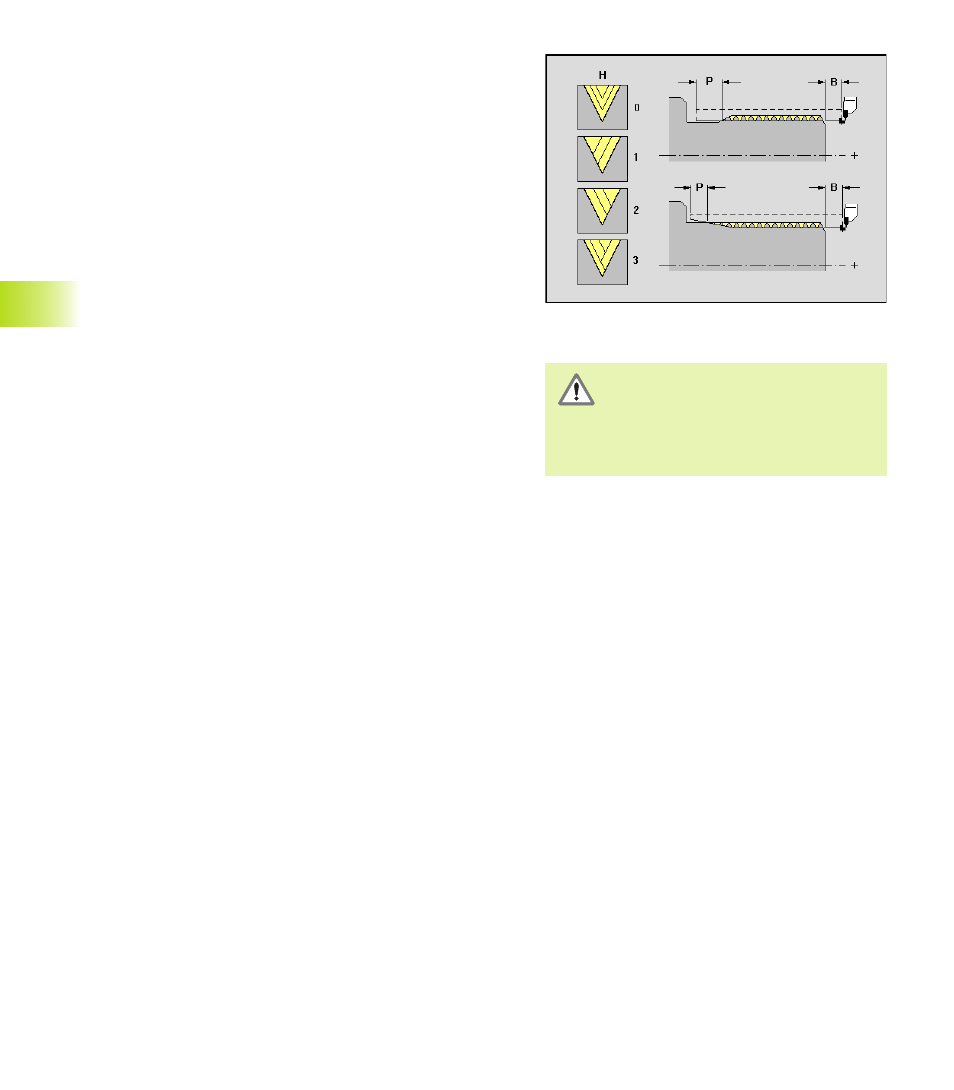
B, P:
Longueur d'approche, de dépassement – pas
d'introduction: La CNC PILOT calcule la longueur la CNC PI-
LOT calcule la longueur à partir des gorges voisines ou des
dégagements. S'il n'existe ni dégagement ni gorge, la
commande utilise la „longueur d'approche/de sortie du
filet” du paramètre d'usinage 7 (cf. également „
4.8 Cycles
de filetage“).
C:
Angle initial – Si le début du filet est situé de manière
définie par rapport aux éléments de contour en rotation
non symétrique
I:
Plongée maximale
V:
Type de plongée
■
Section constante (V=0): Section de coupe constante
pour toutes les coupes
■
Passe constante (V=1)
■
Avec répartition de passes restante (V=2): Si la division
profondeur du filet/plongée donne un reliquat, ce „reste”
est valable pour la première plongée. La „dernière coupe”
est répartie en 1/2, 1/4, 1/8 et 1/8 de coupe.
■
Méthode EPL (V=3): La plongée est calculée à partir du
pas de vis et de la vitesse de rotation
H:
Type de décalage des différentes plongées pour lisser les
flancs du filet
■
H=0: sans décalage
■
H=1: décalage à partir de la gauche
■
H=2: décalage à partir de la droite
■
H=3: décalage en alternance à partir de la droite/gauche
Q:
Nombre de passes à vide (Q) - après la dernière coupe
(pour supprimer la pression de coupe au fond du filet)
6.12 Création Int
er
activ
e du Plan de tr
a
v
ail (CIP)
Attention, risque de collision !
Un risque de collision existe si la
„longueur de dépassement P“ est trop
importante. Vous pouvez vérifier la
longueur de dépassement avec la
simulation graphique.