11 cycles de fraisage, 1 1 cy cles de fr aisag e – HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 164
4 DIN PLUS
152
4.11 Cycles de fraisage
Fraisage de contour G840
G840 fraise, finit, grave, ou ébavure des figures ou „contours
libres“ (contours ouverts ou fermés) des sections du programme:
■
FRONT
■
FACE ARR.
■
POURTOUR
NS/NE définit la section de contour ainsi que le sens du contour.
Pour les contours fermés, ne pas programmer NE. Pour un seul
élément de contour, vous obtenez l'inversion du sens du contour
en programmant NS et NE.
Vous agissez sur le sens du fraisage et sur la compensation du
rayon de la fraise (CRF) avec le „type de cycle Q“, le „sens de
déroulement du fraisage H“ et le sens de rotation de la fraise (cf.
tableau).
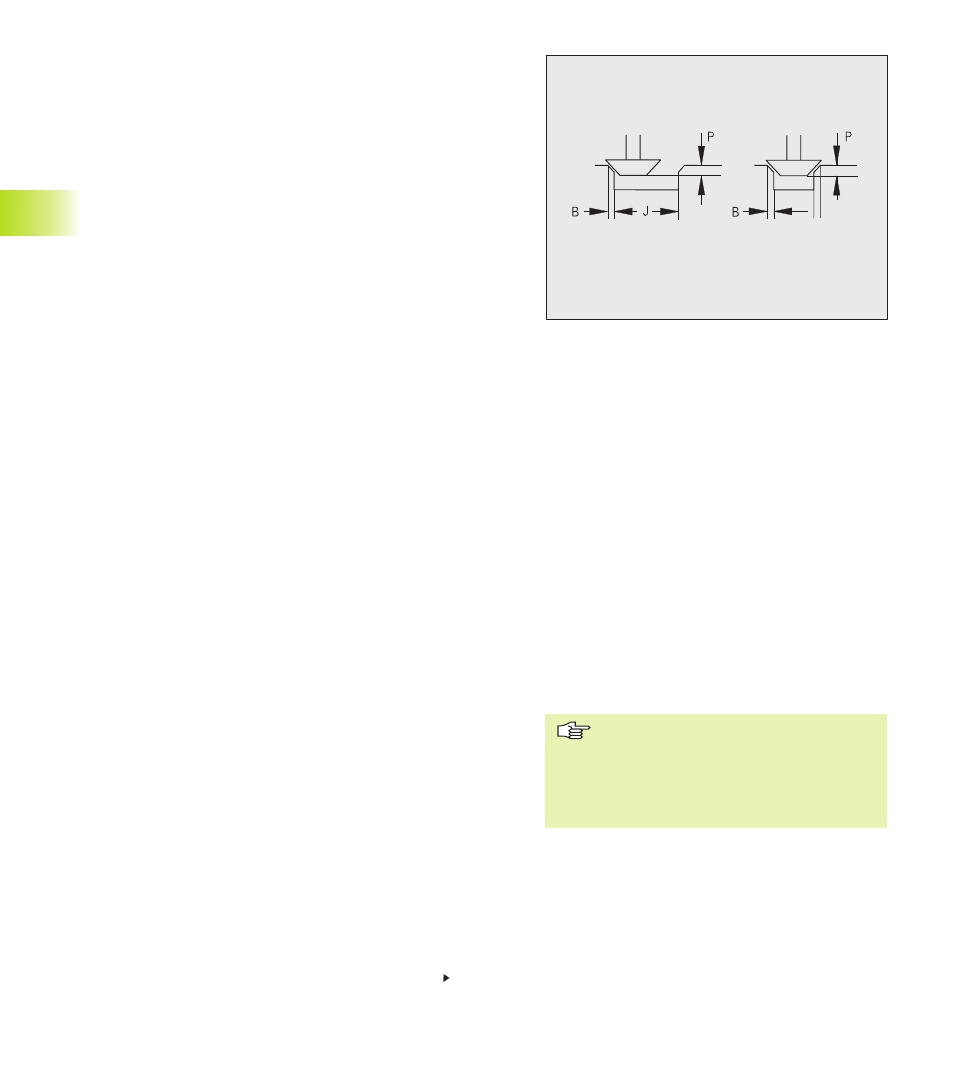
Ebavurage
G840 effectue l'ébavurage si la „largeur de chanfrein B“ a été
programmée. „Profondeur de fraisage P“ détermine la profondeur
de plongée de l'outil – il n'y a pas de „passe I“.
„Diamètre de pré-usinage J“ (cf. fig.):
■
Contour ouvert – J programmé: Le contour est ébavuré „à la
ronde“. Condition: L'outil d'ébavurage a un diamètre inférieur à
l'outil de fraisage.
■
Contour ouvert – L'outil d'ébavurage et l'outil de fraisage ont le
même diamètre: J inutile
■
Contour fermé: Le côté programmé avec „Type de cycle Q“ est
ébavuré; J inutile.
En règle générale, les autres paramètres sont programmés de la
même manière que pour le fraisage du contour.
Approche et sortie
Pour les contours fermés, le point d'accostage de la position d'outil
sur le premier élément du contour correspond à la position
d'approche et de sortie. Si la perpendiculaire ne peut pas être
abaissée, le point initial du premier élément correspond à la
position d'approche et de sortie.
Avec les figures, vous pouvez sélectionner l'élément d'approche/de
sortie avec ”début/fin élément, numéro D, V“ ou usiner des parties
de la figure.
Surépaisseur
Une surépaisseur G58 „décale“ le contour à fraiser dans le sens
indiqué sous „Type de cycle“. „Fraisage interne“ (contour fermé)
décale le contour vers l'intérieur – „fraisage externe“ décale le
contour vers l'extérieur. Avec les contours ouverts, le contour est
décalé vers la gauche ou vers la droite en fonction du type de cycle.
Suite: cf. page suivante
4.1
1 Cy
cles de fr
aisag
e
■
Avec „Type de cycle O=0“, les
surépaisseurs ne sont pas prises en
compte.
■
Les surépaisseurs G57 et
surépaisseurs négatives G58 ne sont pas
prises en compte.
Exécution du cycle
1 position initiale (X, Z, C) correspond à la position
avant le cycle
2 calcule les passes de fraisage
3 se déplace à la distance de sécurité et plonge
pour la première profondeur de fraisage
4 fraise le contour
5
■
Pour les contours ouverts et les rainures avec
largeur = diamètre de la fraise: l'outil plonge pour
la profondeur de fraisage suivante et fraise le
contour dans le sens inverse.
■
Pour les contours fermés et les rainures: l'outil
est relevé à la distance de sécurité, avance et
plonge pour la profondeur de fraisage suivante.
6 répète 4...5 jusqu'à ce que la totalité du contour
soit fraisée
7 rétracte l'outil en fonction du „plan de retrait K“