35 f onctions g des commandes antér ieur e s – HEIDENHAIN SW 54843x-03 DIN Programming Manuel d'utilisation
Page 441
HEIDENHAIN MANUALplus 620, CNC PILOT 640
441
4.35 F
onctions G des commandes antér
ieur
e
s
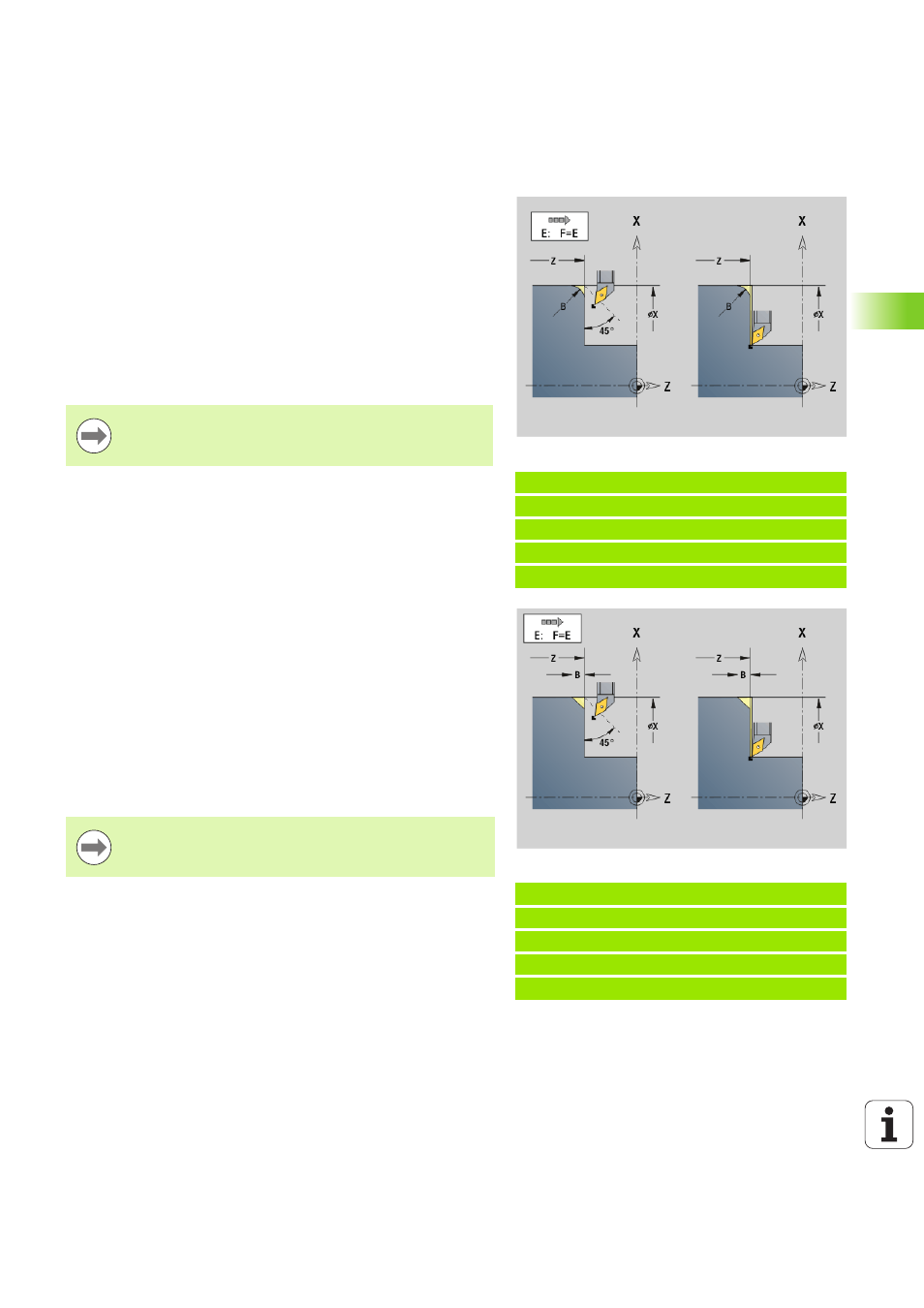
Cycle Rayon G87
La fonction G87 créé des rayons de transition aux angles droits
intérieurs et extérieurs, parallèles aux axes. Le sens résulte de la
"position/du sens d'usinage" de l'outil.
L'élément longitudinal ou transversal précédent est usiné si l'outil est
situé, avant l'exécution du cycle, sur la coordonnée X ou Z du coin
(sommet d'angle).
Cycle Chanfrein G88
La fonction G88 crée des chanfreins au niveau des angles droits
extérieurs, parallèles aux axes. Le sens résulte de la "position/du sens
d'usinage" de l'outil.
L'élément longitudinal ou transversal précédent est usiné si l'outil est
situé, avant l'exécution du cycle, sur la coordonnée X ou Z du coin
(sommet d'angle).
Beispiel: G87
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X70 Z2
N3 G1 Z0
N4 G87 X84 Z0 B2 [rayon]
Paramètres
X
Coin, sommet d'angle (cote de diamètre)
Z
Coin (sommet d'angle)
B
Rayon
E
Avance réduite (par défaut: Avance active)
La Correction du rayon de la dent est appliquée.
Les surépaisseurs ne sont pas prises en compte.
Beispiel: G88
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X70 Z2
N3 G1 Z0
N4 G88 X84 Z0 B2 [chanfrein]
Paramètres
X
Coin, sommet d'angle (cote de diamètre)
Z
Coin (sommet d'angle)
B
Largeur du chanfrein
E
Avance réduite (par défaut: Avance active)
La Correction du rayon de la dent est appliquée.
Les surépaisseurs ne sont pas prises en compte.