Dégagement de forme u g856 – HEIDENHAIN SW 54843x-03 DIN Programming Manuel d'utilisation
Page 324
324
Programmation DIN
4.21 Cy
cles de dég
a
g
e
ments
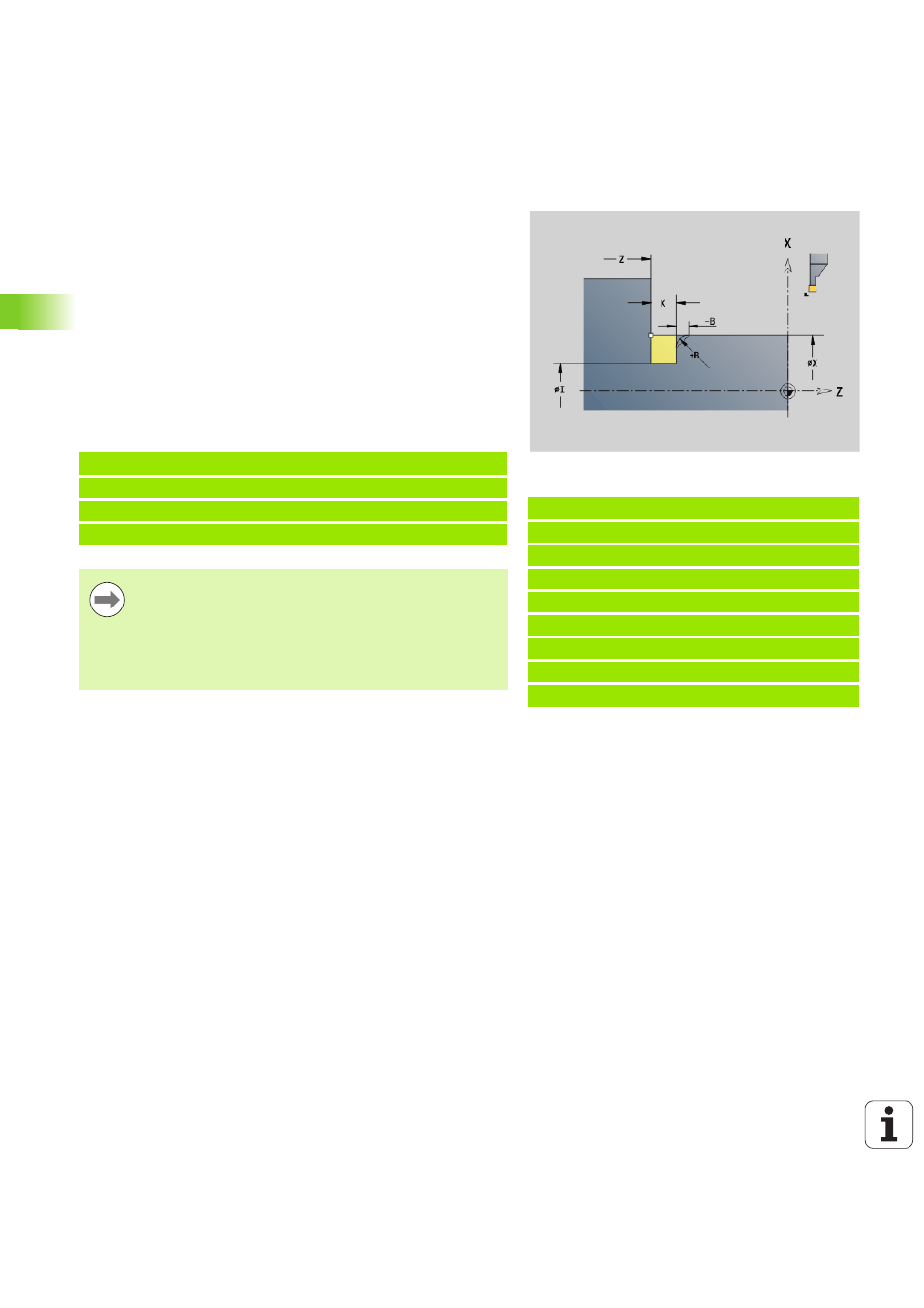
Dégagement de forme U G856
La fonction G856 réalise le dégagement et effectue la finition de la
surface transversale adjacente. Au choix, un chanfrein/arrondi peut
être réalisé.
Position de l'outil à l'issue de l'exécution du cycle: Point de départ du
cycle
Séquences suivant l'appel du cycle
Beispiel: G856
%856.nc
[G856]
N1 T3 G95 F0.23 G96 S248 M3
N2 G0 X60 Z2
N3 G856 I47 K7 B1
N4 G0 X50 Z-30
N5 G1 X60
N6 G80
FIN
Paramètres
I
Profondeur du dégagement (par défaut: tableau standard)
K
Longueur du dégagement (par défaut : tableau standard)
B
Chanfrein/arrondi:
B\>0: rayon de l'arrondi
B<0: largeur du chanfrein
N.. G856 I.. K.. /appel du cycle
N.. G0 X.. Z.. /angle du dégagement
N.. G1 X.. /point final surface radiale
N.. G80 /Fin de la description du contour
Le dégagement n'est exécuté que dans des angles
droits, et ceci parallèlement à l'axe longitudinal.
La correction du rayon de la dent est appliquée.
Les surépaisseurs ne sont pas converties
Si la largeur de l'arête de coupe de l'outil n'est pas
définie, "K" est pris comme largeur de l'arête de coupe.