Ht4001 avec source secondaire, Aciers doux ou aciers inoxydables – azote plasma, Anglais – Hypertherm HT4001 Manuel d'utilisation
Page 45: Métrique
8/27/96
HT4001
Manuel de l’opérateur
2-31
0,035
0,89
30
30
45
125
240
1/8
3
425
10800
0,120 po
0,075
1,91
30
30
45
130
240
1/8
3
285
7240
260A
1/8
3,18
30
30
45
145
240
3/16
5
190
4820
max.
1/4
6,35
30
30
45
155
240
3/16
5
145
3680
1/8
3,18
45
45
62
125
300
1/4
6
170
4320
0,166 po
1/4
6,35
45
45
62
135
340
1/4
6
140
3550
400A
3/8
9,53
45
45
62
145
360
1/4
6
120
3050
max.
1/2
12,7
45
45
62
145
380
5/16
8
90
2280
3/4
19,1
45
45
62
150
400
5/16
8
50
1270
1
25,4
45
45
62
155
400
3/8
10
30
760
1/2
12,7
55
55
65
140
480
3/8
10
100
2540
0,187 po
3/4
19,1
55
55
65
145
500
3/8
10
70
1780
600A
1
25,4
55
55
65
150
560
3/8
10
60
1520
max.
1-1/2
38,1
55
55
65
165
580
3/8
10
30
760
2
50,8
55
55
65
175
600
7/16
11
20
510
0,220 po
1-1/4
31,8
60
60
73
170
700
1/2
13
40
1020
760A max.
2
50,8
60
60
73
175
720
1/2
13
25
630
3
76,2
60
60
73
185
760
5/8
16
12
300
6
30
30
45
155
240
5
3800
6
45
45
62
135
340
6
3640
4,2 mm
8
45
45
62
140
360
6
3300
400A
10
45
45
62
145
360
6
2930
max.
12
45
45
62
145
380
6-7
2450
15
45
45
62
150
400
8
1910
20
45
45
62
150
400
8
1190
25
45
45
62
155
400
10
790
15
45
45
65
140
500
10
2260
4,7 mm
20
45
45
65
145
500
10
1740
600A
25
45
45
65
150
560
10
1540
max.
35
45
45
65
160
580
10
950
50
45
45
65
175
600
11
530
35
60
60
73
170
700
13
950
5,5 mm
50
60
60
73
175
720
13
650
760A max.
60
60
60
73
180
740
15
510
75
60
60
73
185
760
10
320
Notes : • La pression d’entrée minimale du N
2
demeure sur le même réglage de 150 psi (10,3 bars) pour toutes les épaisseurs de métal.
• La pression de sortie de la pompe du refroidisseur d’eau demeure entre 175 et 185 psi (12-12,8 bars) pour toutes les épaisseurs de métal.
• Le débit maximal de N
2
est de 350 scfh (144 L/min) à une pression d’entrée de 150 psi (10,3 bars).
• Régler la hauteur initiale de la torche (avant le perçage) à environ deux fois la distance torche-pièce pour le métal coupé.
Note : Si l’arc n’est pas transféré quand l’écartement égale deux fois la distance torche-pièce (dans le cas du coupage d’un métal épais à
un courant élevé), diminuer graduellement la hauteur initiale de la torche jusqu’à ce que le transfert se fasse.
• psi = lb/po
2
; scfh = pi
3
(étalon)/h
HT4001 avec source secondaire
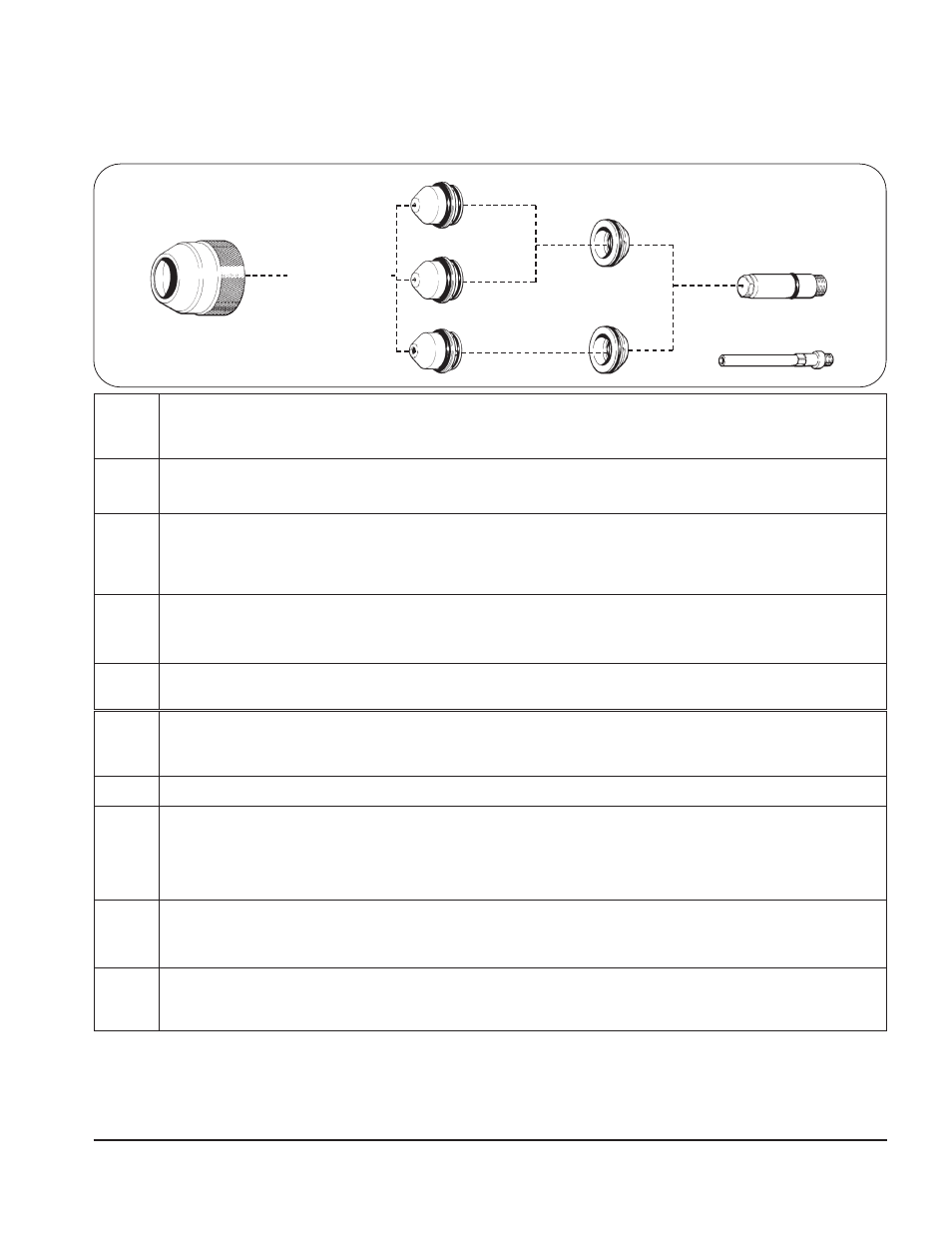
Torche PAC620 – Pièces consommables de chanfreinage
Aciers doux ou aciers inoxydables – Azote plasma
Buse de protection
120390 (Vectra)
120391 (Vespel)
Buse
120386
(0,120 po/3 mm)
120389
(0,220 po/5,5 mm)
Diffuseur
020039 (à droite)
020042 (à gauche)
020040 (à droite)
020079 (à gauche)
Électrode
020968
Tube d’eau – Biseau N
2
020991
120387
(0,166 po/4,2 mm)
120388
(0,187 po/4,7 mm)
Buse
Épaisseur matériau
(po)
(mm)
Pourcentage prégaz
d’essai
(N
2
)(%)
Pourcentage
coupe
d’essai
(N
2
) (%)
Réglage
écoul. eau
(%)
anglais
Buse
Épaisseur matériau
(mm)
Pourcentage prégaz
d’essai
(N
2
) (%)
Pourcentage
coupe
d’essai
(N
2
) (%)
Réglage
écoul. eau
(%)
Tension
arc
(V)
Courant
arc
(A)
Distance
torche-pièce
(mm)
Vitesse
déplacement
(mm/min)
métrique
3 mm
260Amax.
Tension
arc
(V)
Courant
arc
(A)
Distance
torche-pièce
(po)
(mm)
Vitesse
déplacement
(po)
(mm/min)
120470 – CE (Vectra)
120471 – CE
(Vespel)