Ht4001 sans source secondaire, Aluminium – azote plasma, Anglais – Hypertherm HT4001 Manuel d'utilisation
Page 42: Métrique
8/27/96
2-28
HT4001
Manuel de l’opérateur
0,035 0,89
30
30
45
120
240
1/8
3
520
13200
0,120 po 0,075 1,91
30
30
45
125
240
1/8
3
345
8760
260A
1/8
3,18
30
30
45
130
260
3/16
5
230
5840
max.
1/4
6,35
30
30
45
140
260
1/4
6
170
4320
1/8
3,18
55
55
62
140
280
1/4
6
220
5590
0,166 po
1/4
6,35
55
55
62
150
320
1/4
6
165
4190
400A
3/8
9,53
55
55
62
150
340
1/4
6
130
3300
max.
1/2
12,7
55
55
62
150
360
1/4
6
110
2800
3/4
19,1
55
55
62
150
380
5/16
8
60
1520
1
25,4
55
55
62
165
380
3/8
10
35
890
6
30
30
45
140
260
6
4500
6
55
55
62
150
320
6
4340
4,2 mm
8
55
55
62
150
340
6
3720
400A
10
55
55
62
150
340
6
3220
max.
12
55
55
62
150
360
6
2900
15
55
55
62
150
360
6-7
2330
20
55
55
62
155
380
8
1430
25
55
55
62
165
380
10
930
Notes : • La pression d’entrée minimale du N
2
demeure sur le même réglage de 150 psi (10,3 bars) pour toutes les épaisseurs de métal.
• La pression de sortie de la pompe du refroidisseur d’eau demeure entre 175 et 185 psi (12-12,8 bars) pour toutes les épaisseurs de métal.
• Le débit maximal de N
2
est de 350 scfh (144 L/min) à une pression d’entrée de 150 psi (10,3 bars).
• Régler la hauteur initiale de la torche (avant le perçage) à environ deux fois la distance torche-pièce pour le métal coupé.
Note : Si l’arc n’est pas transféré quand l’écartement égale deux fois la distance torche-pièce (dans le cas du coupage d’un métal épais à
un courant élevé), diminuer graduellement la hauteur initiale de la torche jusqu’à ce que le transfert se fasse.
• psi = lb/po
2
; scfh = pi
3
(étalon)/h
HT4001 sans source secondaire
Torche PAC620 – Pièces consommables de chanfreinage
Aluminium – Azote plasma
Buse
Épaisseur matériau
(po)
(mm)
Pourcentage prégaz
d’essai
(N
2
)(%)
Pourcentage
coupe
d’essai
(N
2
) (%)
Réglage
écoul. eau
(%)
anglais
Buse
Épaisseur matériau
(mm)
Pourcentage prégaz
d’essai
(N
2
) (%)
Pourcentage
coupe
d’essai
(N
2
) (%)
Réglage
écoul. eau
(%)
Tension
arc
(V)
Courant
arc
(A)
Distance
torche-pièce
(mm)
Vitesse
déplacement
(mm/min)
métrique
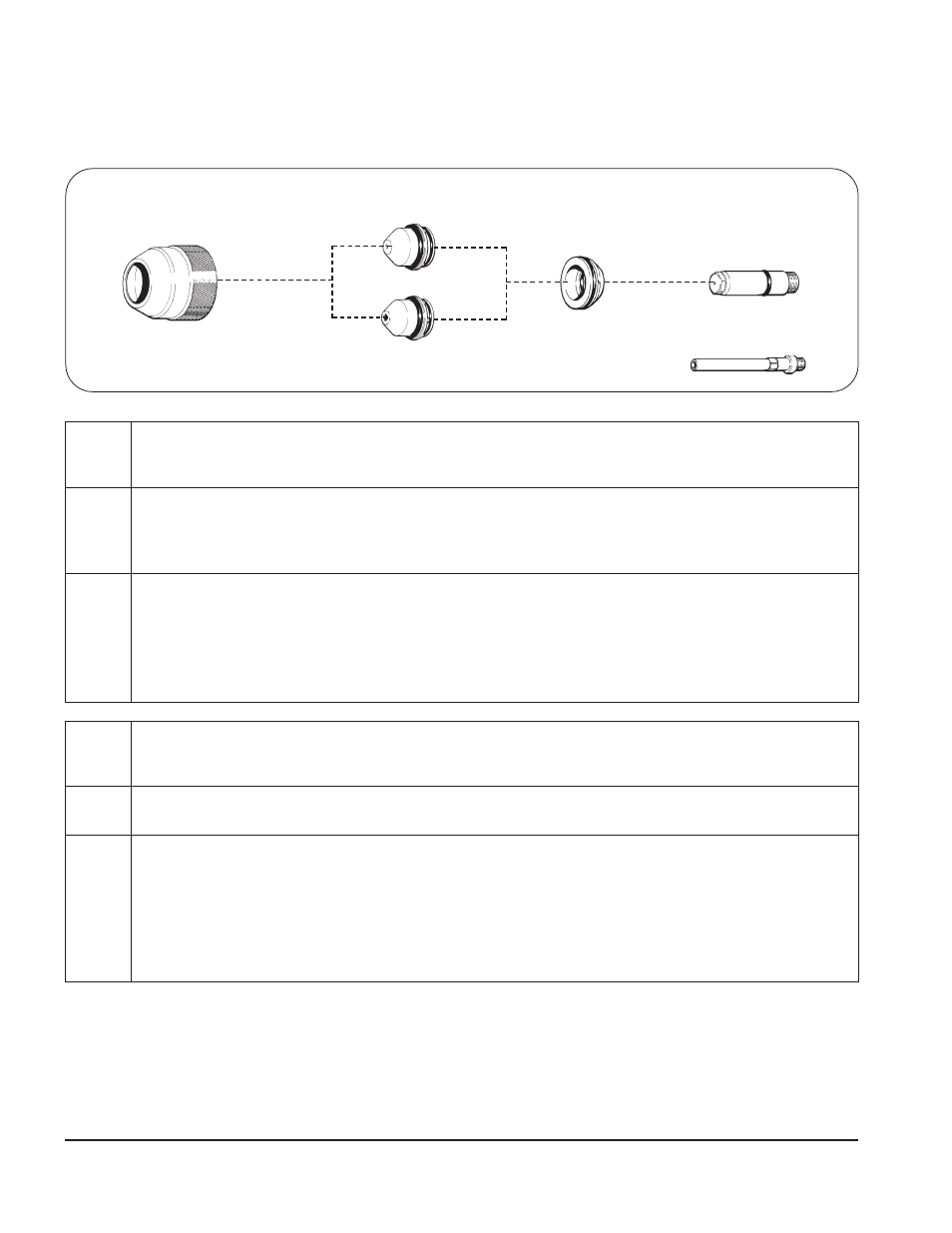
Buse de protection
120390 (Vectra)
120391 (Vespel)
Buse
120386
(0,120 po/3 mm)
120387
(0,166 po/4,2 mm)
Diffuseur
020039 (à droite)
020042 (à gauche)
Électrode
020968
Tube d’eau – Biseau N
2
020991
3 mm
260A
max.
Tension
arc
(V)
Courant
arc
(A)
Distance
torche-pièce
(po)
(mm)
Vitesse
déplacement
(po)
(mm/min)
120470 – CE (Vectra)
120471 – CE
(Vespel)