Plasma/o, Protection – Hypertherm HD3070 Plasma Arc Cutting System w/ Manual Gas Console Manuel d'utilisation
Page 45
FONCTIONNEMENT
HD3070
avec console manuelle Manuel de l’opérateur
2-31
11/2/98
COUPAGE
Tableau de coupe de la torche PAC186
Aciers doux – Coupage 100 A
O
2
Plasma/O
2
& N
2
Protection
Débits de coupe
Débits prégaz
d’essai %
d’essai* %
Distance
Hauteur de
Èpaisseur du
Plasma
Protecteur
Prégaz
Tension
torche-
Vitesse de
perçage
Retard de
matériau
—
O
2
O
2
N
2
O
2
N
2
à l’arc
pièce**
déplacement
initiale
perçage
(po)
(mm)
(rouge)
(rouge)
(rouge)
(V)
(mm)
(m/min.)
(mm)
(pot.)
(s)
1⁄8
3,2
—
60
35
90
10
100
137
3,2
7,0
4,6
0,0
0,00
1⁄4
6,4
141
3,2
2,41
7,6
0,4
0,22
3⁄8
9,5
155
3,2
2,41
7,6
0,7
0,27
1⁄2
12,7
147
3,2
1,62
7,6
1,0
0,37
La pression d’entrée d’O
2
et de N
2
doit se situer entre 7,2 et 9,2 bars (105 et 135 psi) pour toute épaisseur de
matériau.
*
En augmentant légèrement les débits d’O
2
et de N
2
de prégaz d’essai on peut augmenter la capacité de
perçage sur les matériaux plus épais donnés ci-avant. Toutefois, en augmentant trop les débits de prégaz on
peut réduire la fiabilité d’amorçage du plasma (ratés d’amorçage).
** Les tolérances de distance torche-pièce sont de ± 0,125 mm (± 0,005 po). Quand on utilise le dispositif de
réglage en hauteur de la torche, les tolérances sont de ± 1 V.
Les pièces consommables CCW (sens inverse des aiguilles d’une montre) sont utilisées pour le coupage
symétrique simultané.
En cas de problème avec le procédé de coupage et si les débits sont suspects, voir à la section 5, Entretien
(version anglaise), Vérifications de la contre-pression du système de gaz.
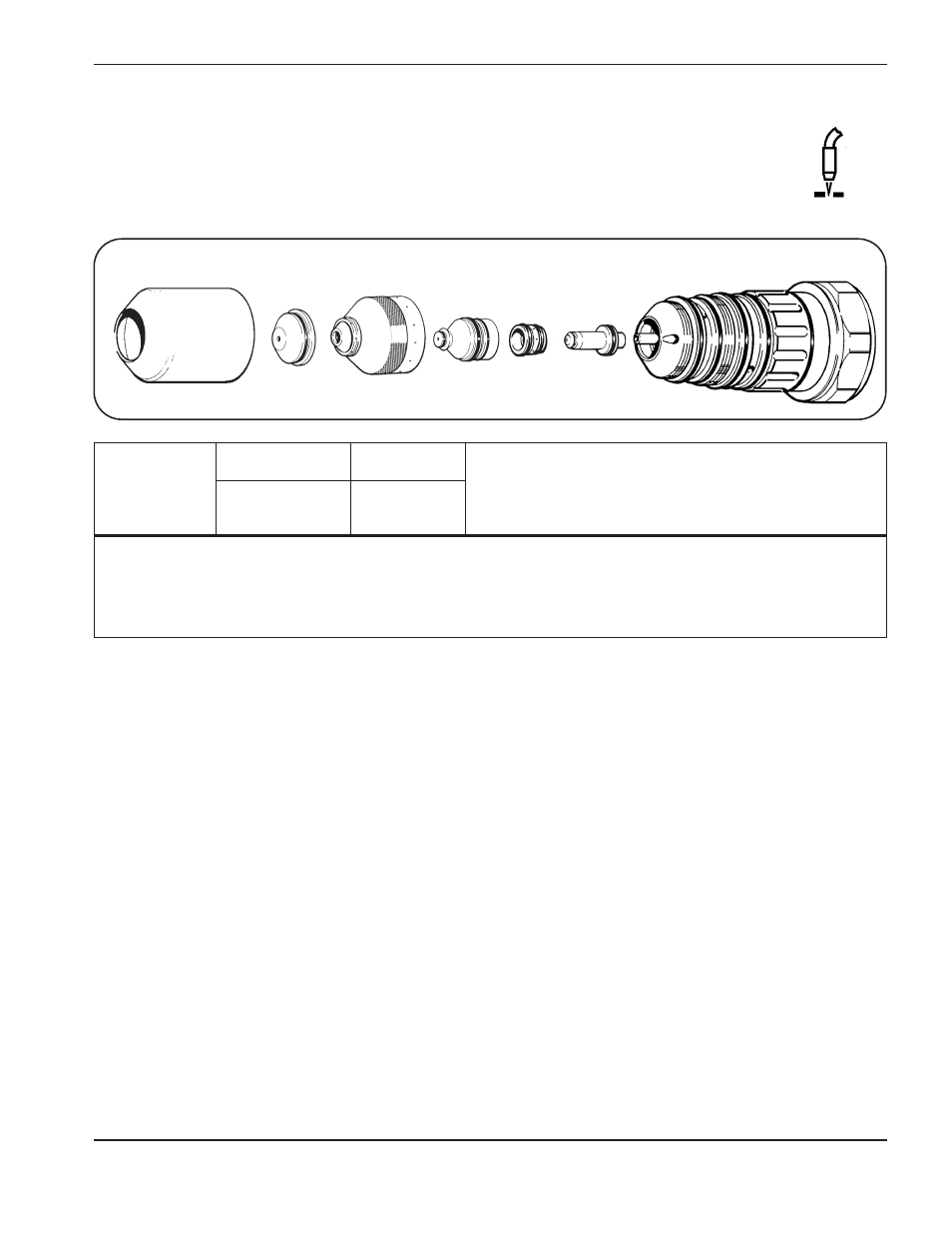
Protecteur
120273
Buse
120272
Électrode
120410
Buse de protection intérieure
120266
Diffuseur
020637
Torche PAC186
120349
Buse de protection extérieure
020634/020687