2 ré-assemblage du corps de la vanne, Flow control division mark 100 – Flowserve Valtek Mark 100 Manuel d'utilisation
Page 8
Flow Control Division
Mark 100
8
Instructions pour l’Installation, l’Exploitation et la Maintenance des vannes Mark 100
FCD FCFRIM0100-00
12. Si les surfaces du siège doivent être ré-usinées, retravaillez aussi
bien les surfaces de l’obturateur que celles de la bague de siège.
L’angle du siège avec l’obturateur est de 36 degrés et celui de la
bague de siège est de 33 degrés. Un rôdage n’est pas nécessaire
si les procédures d’assemblage ont été correctement suivies.
a
ATTENTION : En cas de ré-usinage, protégez la tige pendant
que vous tournez. Veillez à ce que la surface du siège reste
concentrique avec la tige de l’obturateur (ou avec le
diamètre externe de la bague de siège, si la partie ré-usinée
est le siège).
13. Pour remplacer la garniture ou modifier la configuration de la boîte
à garniture, chassez la garniture, l’entretoise et les guides à l’aide
d’une goupille de dimension légèrement supérieure à celle de la tige
de l’obturateur – procédez en passant par le dessous du chapeau.
6.2 Ré-assemblage du corps de la vanne
Pour ré-assembler le corps de la vanne, référez-vous aux Figures 1 et 2
puis procédez comme suit :
1. Installez les joints plats neufs du chapeau et du siège en position-
nant le côté biseauté vers le haut sur les joints en fluoropolymère.
REMARQUE : Tous les joints plats doivent être remplacés à chaque
désassemblage de la vanne.
2. Remettez en place la bague de siège. Installez avec précaution
la cage puis le manchon, en veillant à ce qu’ils soient installés
correctement, avec le bon côté en haut.
3. Remettez en place les joints d’étanchéité sur l’obturateur, en vous
référant à la Figure 3 et en respectant les indications ci-après :
c
AVERTISSEMENT : Portez impérativement des gants pour
éviter de vous brûler les mains.
Joints d’étanchéité en Téflon Chauffez l’un des joints à (300 °F)
150 °C puis enfilez-le sur l’obturateur pour venir le loger à l’intérieur
de la rainure prévue. L’expansion thermique provoque un allon-
gement de l’anneau du joint, ce qui le rend ainsi relativement plus
facile à faire glisser sur la tête de l’obturateur.
Faites attention que le joint ne doit pas « rouler », il doit glisser sur
l’obturateur. Le deuxième joint d’étanchéité peut ensuite être installé
en suivant les mêmes procédures que pour le premier. Si, pour une
raison ou une autre, vous ne parvenez pas à enfiler le deuxième joint
sur l’obturateur, coupez le joint selon un angle d’environ 30° (repor-
tez-vous en Figure 4) et placez-le sur l’obturateur. Assurez-vous que
le joint coupé est placé du côté basse pression.
Joints d’étanchéité en carbone
Joints simples Chaque joint doit être griffé à l’aide d’un couteau
pointu en deux endroits distincts en respectant un angle d’écarte-
ment de 180°. Placez l’anneau du joint entre les mordaches d’un étau
et maintenez-le sans serrer. Etirez doucement le joint et cassez-le
en deux morceaux de taille égale en suivant les marques de griffe
tracées au couteau. Installez les deux moitiés de joint ainsi obtenues
dans les rainures prévues sur l’obturateur en positionnant les mar-
ques de griffe du côté pression.
Joints triples Griffez et cassez chaque anneau de joint comme
décrit précédemment pour les joints simples. Installez l’anneau
de joint intérieur en premier, puis les deux anneaux extérieurs, en
prenant soin de décaler l’emplacement des coupures des anneaux
de 120 degrés, ceci étant valable pour les trois anneaux du joint.
a
ATTENTION : Pour installer chaque anneau de joint, com-
mencez par une extrémité puis insinuez-le avec précaution
en place. N’étirez pas le joint plus que nécessaire. S’il subit
un trop grand étirement, le joint risque de casser.
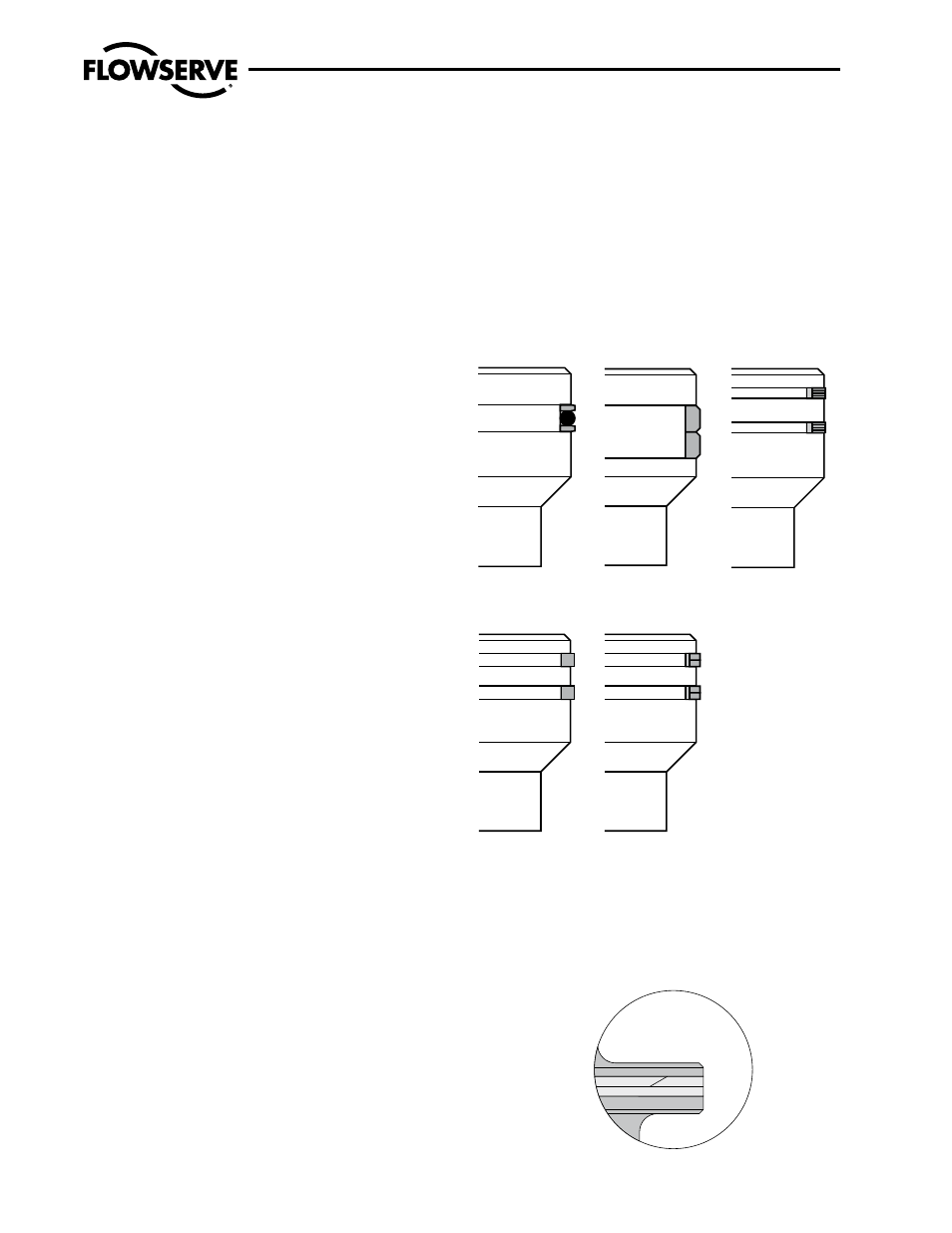
Figure 3 : Modèles de joints d’étanchéité
O-ring Seals
Carbon Single Seal
Carbon Triple Seal
PTFE Seals
Metal Multi-Seal
Figure 4 : Détail de découpe d’un joint d’étanchéité en Téflon
Joint simple
en carbone
Joint triple
en carbone
Multi-joint
en métal
Joints
toriques
Joints d‘étanchéité
en Téflon