Hypertherm MRT2 Manuel d'utilisation
Page 55
FONCTIONNEMENT
Duramax Retrofit Torch
Manuel de l’opérateur
3-25
Bavures
Certaines bavures sont toujours présentes lors de la coupe avec plasma à air. Toutefois, vous pouvez minimiser la quantité
et le type de bavures en réglant correctement votre système par rapport à votre application.
L’excès de bavures apparaît sur le bord supérieur des deux pièces de la tôle lorsque la torche est trop basse (ou la tension
trop faible, en cas d’utilisation d’un contrôleur de hauteur de la torche). Réglez la torche ou la tension par petits incréments
(5 volts ou moins) jusqu’à la réduction des bavures.
Il y a bavures de vitesse réduite lorsque la vitesse de coupe de la torche est trop basse tandis que l’arc s’incline vers l’avant.
Elles apparaissent au bas de la coupe sous la forme d’un cordon lourd, plein de bulles, facilement éliminable. Augmenter
la vitesse pour réduire ce type de bavures.
Des bavures de vitesse élevée apparaissent lorsque la vitesse de coupe est trop élevée tandis que l’arc s’incline vers
l’arrière. Elles apparaissent sous la forme d’un cordon fin et linéaire de métal solide fixé très près de la coupe. Ce cordon est
davantage fixé au bas de la coupe qu’à basse vitesse et ne se retire pas facilement. Pour diminuer les bavures de vitesse
élevée :
• Réduire la vitesse de coupe.
• Réduire la distance torche-pièce.
Note :
Il est fort probable que des bavures apparaissent sur du métal tiède ou chaud plutôt que sur du métal froid.
Par exemple, la première coupe d’une série produit généralement moins de bavures. Quand la pièce à couper
chauffe, la quantité de bavures risque d’être plus importante pour les coupes suivantes.
Les consommables usés ou endommagés peuvent produire davantage de bavures.
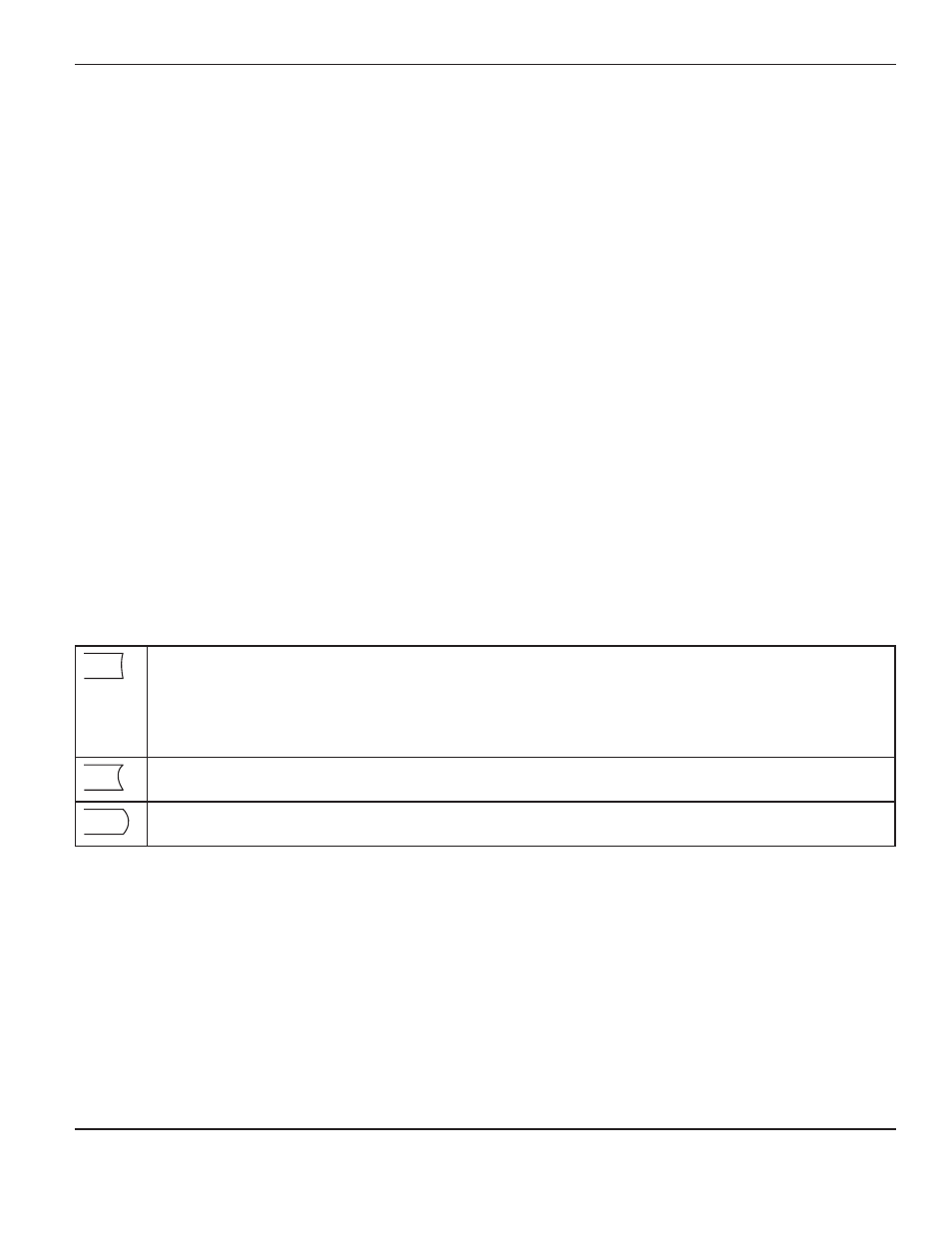
Rectitude de la surface de coupe
Une surface de coupe plasma typique est légèrement concave.
La surface de coupe peut devenir plus concave ou convexe. Une hauteur correcte de la torche est nécessaire
pour préserver une bonne rectitude de la surface de coupe. Les consommables usés affectent également
la rectitude de la coupe.
Une surface de coupe devient très concave lorsque la distance torche-pièce est trop faible. Augmenter
la distance torche-pièce pour redresser la surface de coupe.
La surface de coupe devient convexe lorsque la distance torche-pièce est trop élevée ou lorsque le courant
de coupe est trop élevé. Essayer d’abord d’abaisser la torche, puis réduire le courant de sortie.