HEIDENHAIN iTNC 530 (340 420) ISO programming Manuel d'utilisation
Page 345
320
8 Programmation: Cycles
8.1
0
Cy
cles
d
e
co
n
v
ersi
on d
e
c
oor
don
née
s
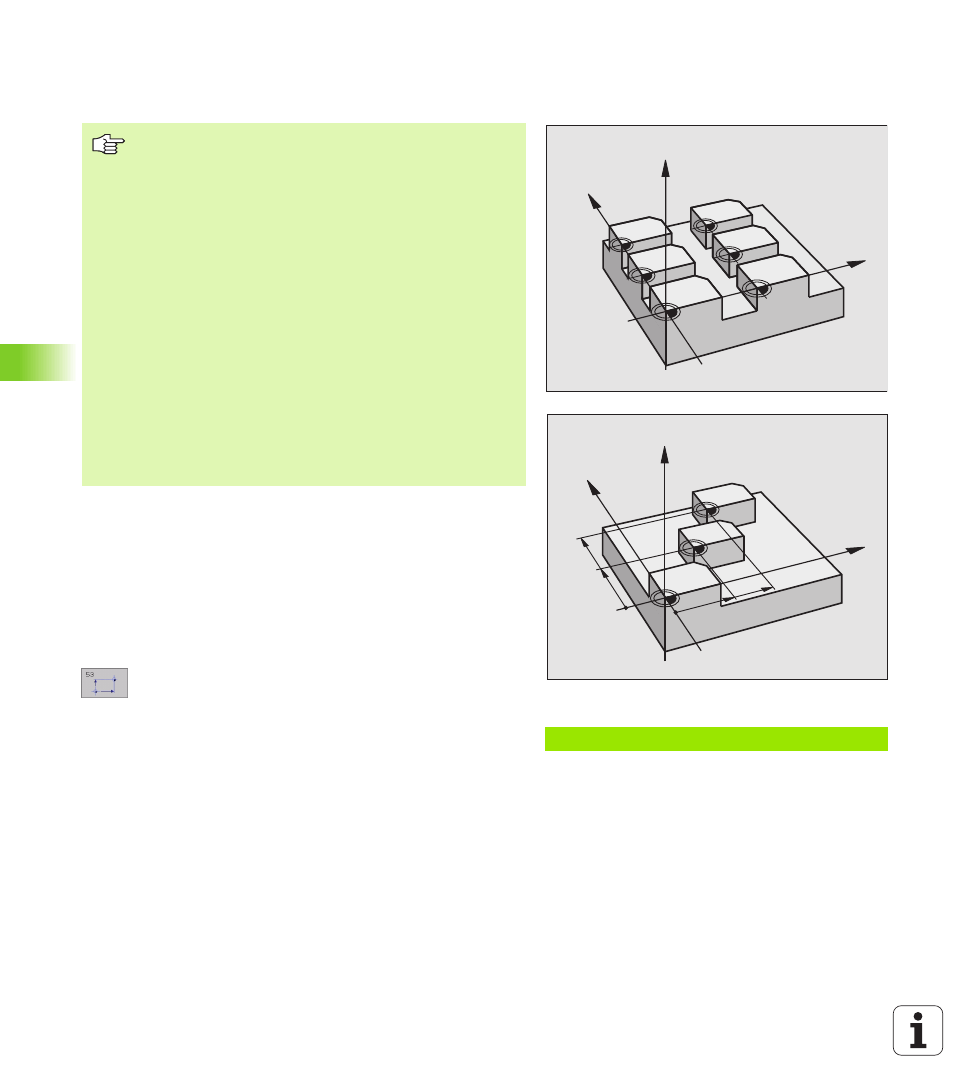
Décalage du POINT ZERO avec tableaux de
points zéro (cycle G53)
Utilisation
Vous utilisez les tableaux de points zéro, par exemple
n
pour des opérations d’usinage répétitives à diverses positions de la
pièce ou
n
pour une utilisation fréquente du même décalage de point zéro.
A l’intérieur d’un même programme, vous pouvez programmer les
points zéro soit directement dans la définition du cycle, soit en les
appelant dans un tableau de points zéro.
U
U
U
U
Décalage
: Introduire le numéro du point zéro
provenant du tableau de points zéro ou un paramètre
Q; si vous introduisez un paramètre Q, la TNC active
le numéro du point zéro inscrit dans ce paramètre Q
Annulation
n
Appeler dans le tableau de points zéro un décalage ayant pour
coordonnées X=0; Y=0 etc.
n
Appeler un décalage ayant pour coordonnées X=0; Y=0 etc.
directement avec la définition du cycle
Exemple: Séquences CN
N72 G53 P01 12 *
N
0
N
2
N
4
N
1
N
3
N
5
Z
X
Y
Z
X
Y
X
Y
X
Y
N
0
N
2
N
1
1
2
1
2
Si vous vous servez des décalages de point zéro en liaison
avec les tableaux de points zéro, utilisez dans ce cas la
fonction Select Table pour activer à partir du programme
CN le tableau de points zéro désiré.
Si vous travaillez sans séquence Select Table %:TAB:, vous
devez activer le tableau de points zéro désiré avant le test
du programme ou le déroulement du programme (valable
également pour le graphisme de programmation):
n
Pour le test du programme, sélectionner le tableau
désiré en mode Test de programme et à partir du
gestionnaire de fichiers: Tableau avec état S
n
Pour le déroulement du programme, sélectionner le
tableau désiré dans un mode de fonctionnement
Exécution de programme et à partir de la gestion de
fichiers: Tableau avec état M
Les valeurs de coordonnées des tableaux de points zéro
ne sont actives qu’en valeur absolue.
Vous ne pouvez insérer de nouvelles lignes qu'en fin de
tableau