5 con tou rn ag es – coo rdo nn ées pola ir e s – HEIDENHAIN iTNC 530 (340 420) ISO programming Manuel d'utilisation
Page 179
154
6 Programmation: Programmer les contours
6.5 Con
tou
rn
ag
es – Coo
rdo
nn
ées pola
ir
e
s
Forme de la trajectoire hélicoïdale
Le tableau indique la relation entre sens de l’usinage, sens de rotation
et correction de rayon pour certaines formes de trajectoires.
Programmer une trajectoire hélicoïdale
U
U
U
U
Angle polaire H: Introduire l'angle total parcouru par
l'outil sur la trajectoire hélicoïdale. Après avoir
introduit l'angle, sélectionnez l'axe d'outil à l'aide
d'une touche de sélection d'axe.
U
U
U
U
Introduire en incrémental la hauteur de la trajectoire
hélicoïdale
U
U
U
U
Introduire la correction de rayon G41/G42
conformément au tableau
Exemples de séquences CN: Filetage M6 x 1 mm avec 5 rotations
Taraudage
Sens
d'usinage
Sens de
rotation
Correction
rayon
vers la droite
vers la gauche
Z+
Z+
G13
G12
G41
G42
vers la droite
vers la gauche
Z–
Z–
G12
G13
G42
G41
Filetage
vers la droite
vers la gauche
Z+
Z+
G13
G12
G42
G41
vers la droite
vers la gauche
Z–
Z–
G12
G13
G41
G42
Introduisez le sens de rotation et l'angle total incrémental
G91 H
avec le même signe; dans le cas contraire, l'outil
pourrait se déplacer sur une trajectoire incorrecte.
Pour l'angle total G91 H, vous pouvez introduire une valeur
comprise entre –5400° et +5400°. Si le filet comporte
plus de 15 rotations, programmez la trajectoire hélicoïdale
dans une répétition de parties de programme
(cf. „Répétitions de parties de programme”, page 342)
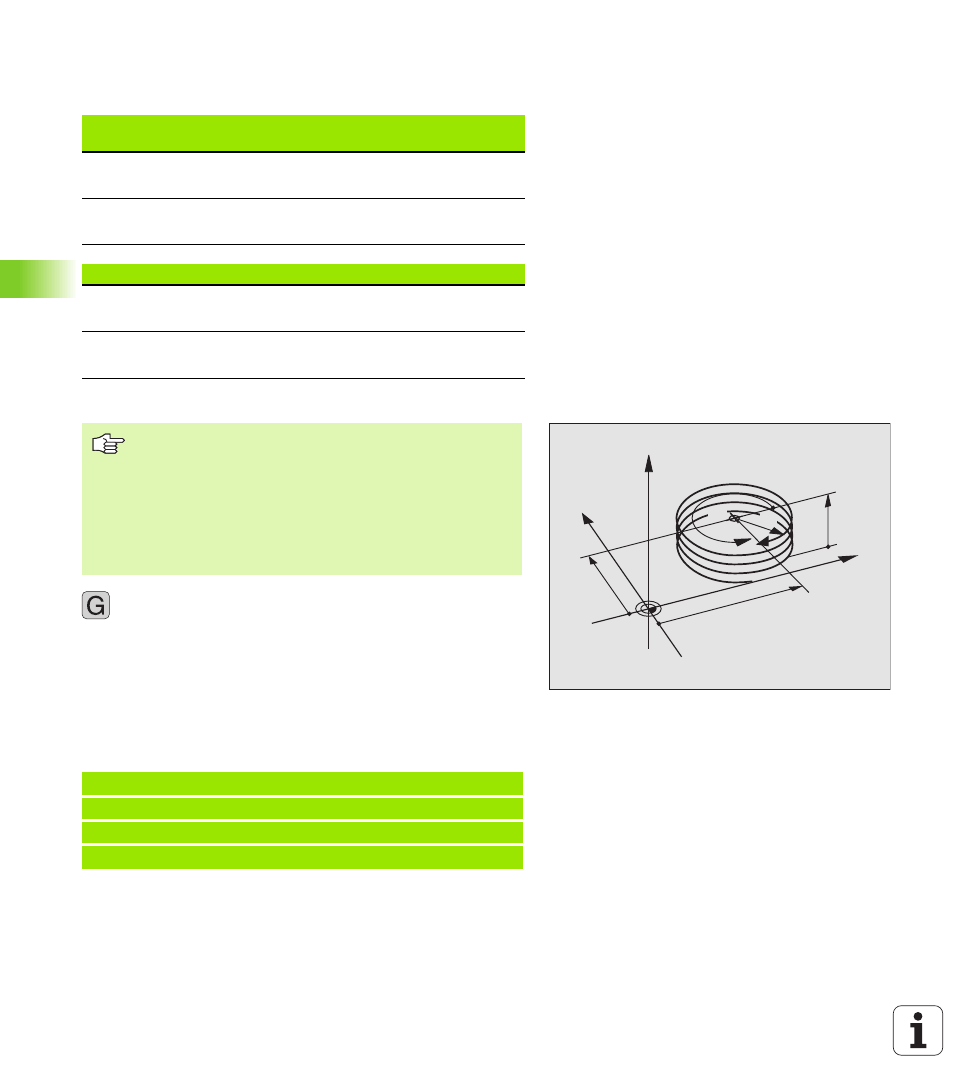
N120 I+40 J+25 *
N130 G01 Z+0 F100 M3 *
N140 G11 G41 R+3 H+270 *
N150 G12 G91 H-1800 Z+5 *
Y
X
Z
25
40
5
270°
R3
CC
12