G02 g03, K ou rayon supplémentaire r, Actif – HEIDENHAIN iTNC 530 (340 420) ISO programming Manuel d'utilisation
Page 168
iTNC 530 HEIDENHAIN
143
6.4 Co
nt
o
u
rn
ag
es – Co
or
d
o
n
n
ées car
tésie
nne
s
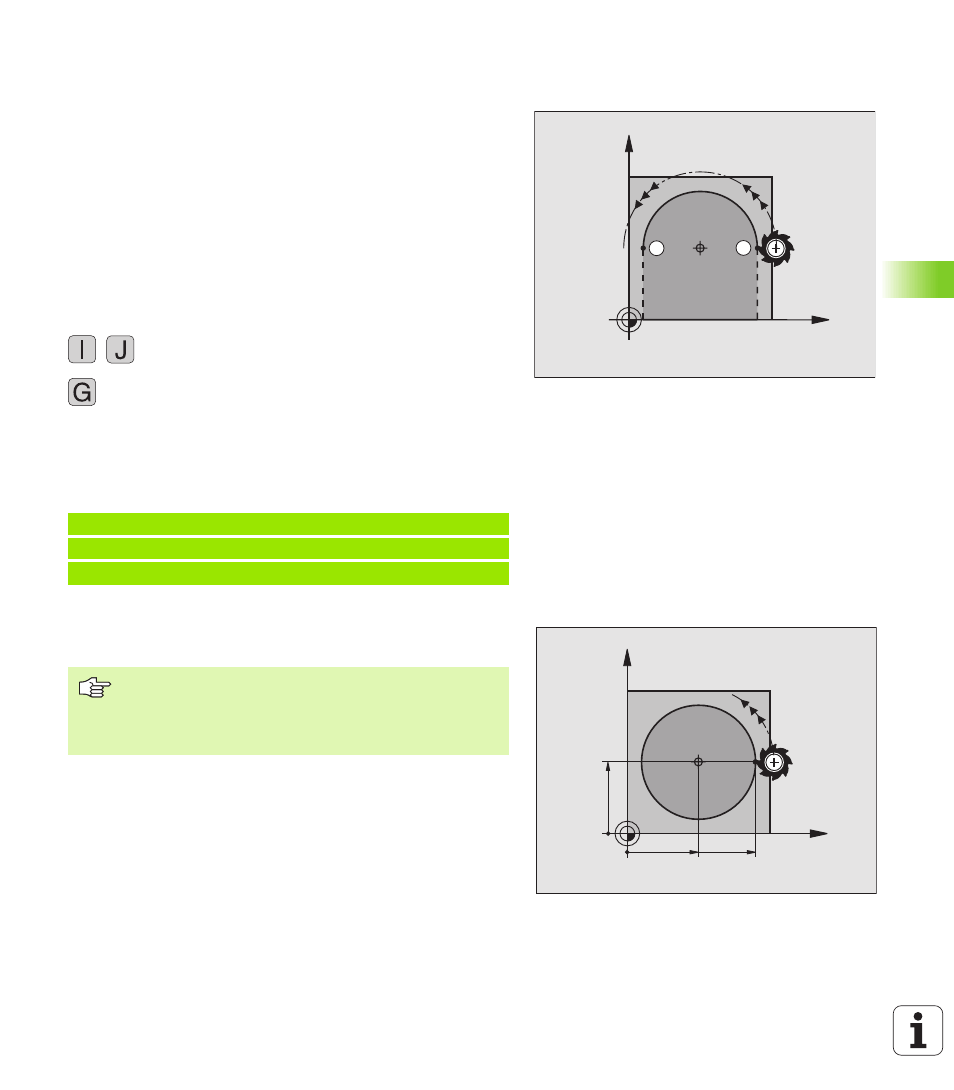
Trajectoire circulaire G02/G03/G05 autour du
centre de cercle I, J
Définissez le centre de cercle I, J avant de programmer la trajectoire
circulaire. La dernière position d'outil programmée avant la trajectoire
circulaire correspond au point initial de la trajectoire circulaire.
Sens de rotation
n
sens horaire: G02
n
sens anti-horaire: G03
n
sans indication de sens: G05. La TNC se déplace sur la trajectoire
circulaire dans le dernier sens programmé.
Programmation
U
U
U
U
Déplacer l’outil sur le point initial de la trajectoire circulaire
U
U
U
U
Introduire les coordonnées du centre de cercle
U
U
U
U
Introduire les coordonnées du point final de l'arc de
cercle
Si nécessaire:
U
U
U
U
Avance F
U
U
U
U
Fonction auxiliaire M
Exemple de séquences CN
Cercle entier
Pour le point final, programmez les mêmes coordonnées que celles du
point initial.
N50 I+25 J+25 *
N60 G01 G42 X+45 Y+25 F200 M3 *
N70 G03 X+45 Y+25 *
Le point initial et le point final du déplacement circulaire
doivent se situer sur la trajectoire circulaire.
Tolérance d'introduction: jusqu’à 0,016 mm
(sélectionnable avec PM7431)
S
E
X
Y
I,J
3
X
Y
25=I
45
25=J
CC