Paramètres de préparation – Hypertherm THC ArcGlide Manuel d'utilisation
Page 110
3-12
ArcGlide THC
Manuel d’instructions
FONCTIONNEMENT
2
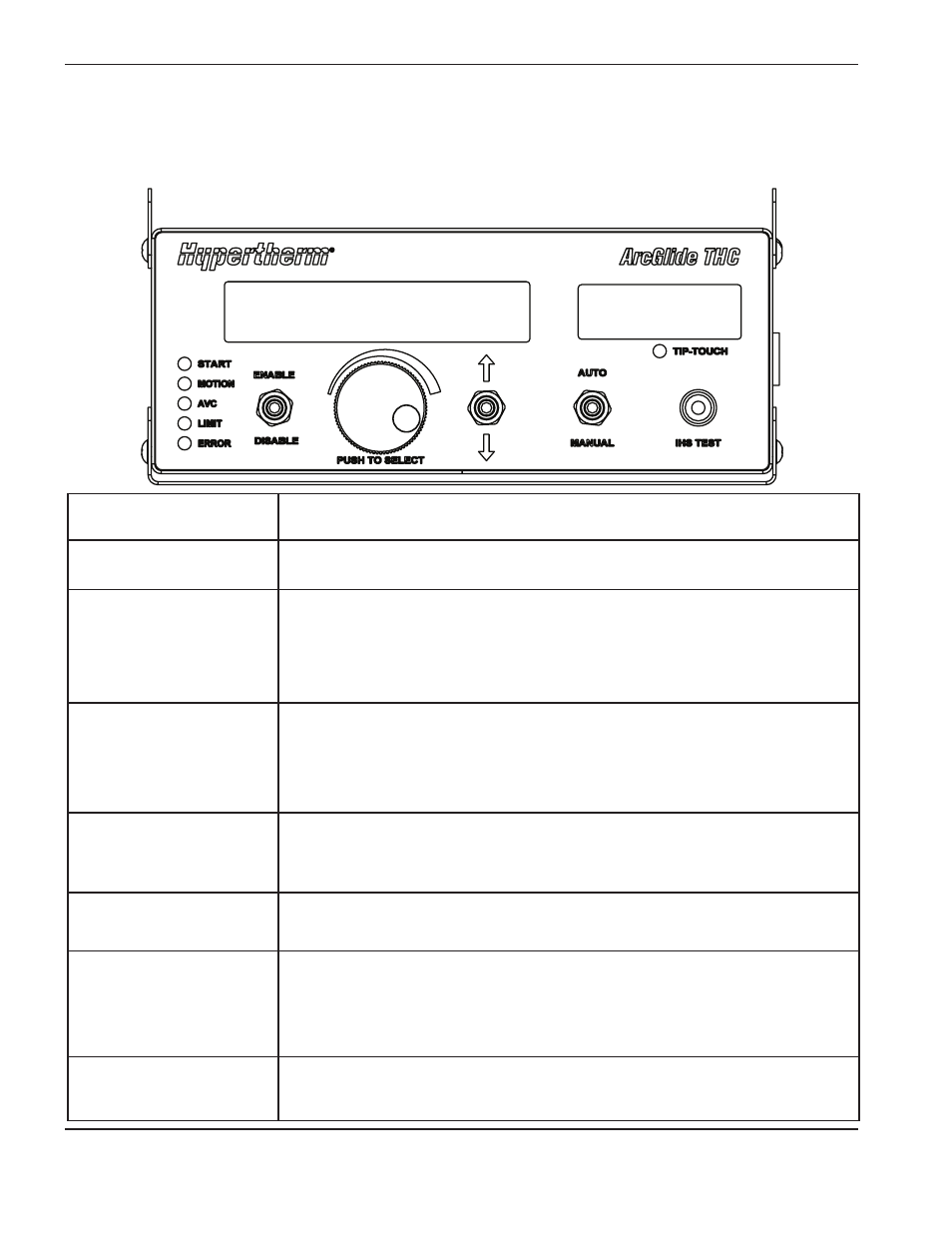
Paramètres de préparation
L’écran des paramètres de préparation affiche des données relatives à la préparation et l’entretien.
Paramètres HMI
Valeur
<retour>
Choisir cette ligne pour retourner à l’écran principal.
Mode de tension
échantillonnée
Lorsque le mode de tension échantillonnée est ON (ACTIVÉ), la tension de l’arc est
échantillonnée au début de la coupe et la moyenne de cette valeur et d’échantillons
antérieurs est calculée pour créer un point de consigne pour l’AVC pendant le reste
de la coupe. Lorsque ce mode est OFF (DÉSACTIVÉ), le mode Volts fixés est utilisé
pour l’AVC.
Cycle pour tôle épaisse
(Pour les installations sans CNC) Lorsque cette option est ON (ACTIVÉE), l’ArcGlide
estime les paramètres fixés de hauteur de la torche afin d’éviter tout contact avec
le bain de perçage qui se forme lors du coupage de pièces à couper plus épaisses.
Hauteur de démarrage IHS
C’est la hauteur au dessus de la pièce à couper à laquelle la vitesse de la torche
ralentit à la vitesse IHS avant d’entrer en contact avec la pièce à couper. 2,54 mm
à 50,8 mm avec une résolution de 2,54 mm
Hauteur de retrait
C’est la hauteur au dessus de la pièce à couper à laquelle la torche va se retirer
à la fin de la coupe.
Prégaz et IHS
Lorsque le prégaz est ON (ACTIVÉ) pendant l’IHS, on peut économiser le temps de
passage d’une coupe à l’autre en permettant au temps de prégaz plasma d’avoir lieu
pendant le processus IHS. Le signal d’amorçage plasma est appliqué tôt. Le signal
d’attente plasma doit être connecté pour que ceci fonctionne correctement.
Force de blocage
Ce paramètre fixe une limite de 1 (faible limite de force) à 10 (forte limite de force).
Le paramètre par défaut est 5.
Données de fonctionnement
<retour>
Mode de tension échantillonnée
ON (allumé)
Cycle pour tôle épaisse
OFF (éteint)