1 déplacements d'outils, Fonctions de contournage, Fonctions auxiliaires m – HEIDENHAIN iTNC 530 (340 49x-05) ISO programming Manuel d'utilisation
Page 186
186
Programmation: Programmer les contours
6.1 Déplacements d'outils
6.1 Déplacements d'outils
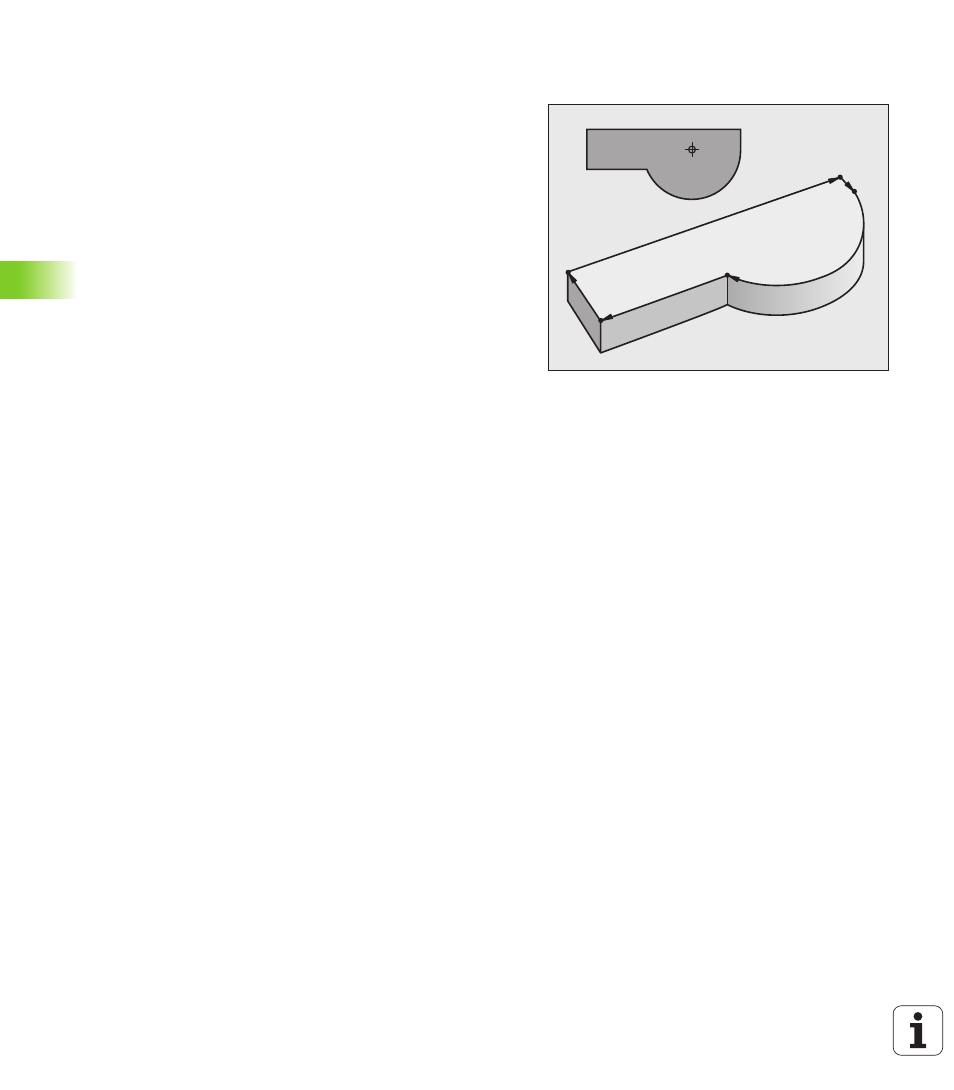
Fonctions de contournage
Un contour de pièce est habituellement composé de plusieurs
éléments de contour tels que droites ou arcs de cercles. Les fonctions
de contournage vous permettent de programmer des déplacements
d'outils pour les droites et arcs de cercle.
Fonctions auxiliaires M
Les fonctions auxiliaires de la TNC vous permettent de commander:
l'exécution du programme, une interruption, par exemple
les fonctions de la machine, par exemple, l’activation et la
désactivation de la rotation broche et de l’arrosage
le comportement de contournage de l'outil
Sous-programmes et répétitions de parties de
programme
Vous programmez une seule fois sous forme de sous-programme ou
de répétition de partie de programme des étapes d'usinage qui se
répètent. Si vous ne désirez exécuter une partie du programme que
dans certaines conditions, vous définissez les séquences de
programme dans un sous-programme. En outre, un programme
d'usinage peut appeler et exécuter un autre programme.
Programmation à l’aide de sous-programmes et de répétitions de
parties de programme: cf. chapitre 8.
G01
G01
CC
G02
G01