Usinage ligne a ligne (cycle 230) – HEIDENHAIN iTNC 530 (340 49x-04) Pilot Manuel d'utilisation
Page 84
Advertising
84
Cy
cles d'u
s
inag
e ligne
à ligne
USINAGE LIGNE A LIGNE (cycle 230)
CYCL DEF: Sélectionner le cycle 230 LIGNE A LIGNE
Point initial 1er axe: Q225
Point initial 2ème axe: Q226
Point initial 3ème axe: Q227
1er côté: Q218
2ème côté: Q219
Nombre de coupes: Q240
Avance plongée en profondeur: Q206
Avance de fraisage: Q207
Avance transversale: Q209
Distance d'approche: Q200
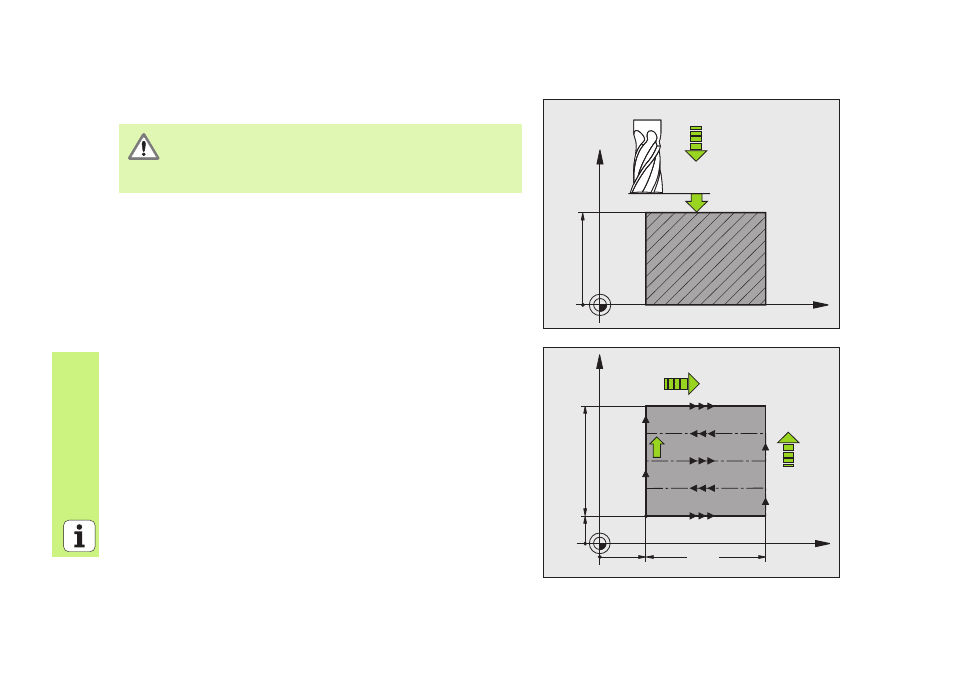
Partant de la position actuelle, la TNC positionne tout d'abord
l'outil dans le plan d'usinage, puis dans l'axe d'outil au point
initial. Pré-positionner l'outil de manière à éviter toute
collision avec la pièce ou les matériels de bridage!
X
Z
Q200
Q227
Q206
X
Y
Q226
Q225
Q219
Q218
Q207
Q209
N = Q240
Advertising