HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Manuel d'utilisation
Page 313
iTNC 530 HEIDENHAIN
313
8.4 Cy
cles de fr
aisag
e
de poc
h
es, t
e
nons et r
a
inur
es
8
Opérations d'usinage (0/1/2)
Q215: Définir les
opérations pour l’usinage:
0: Ebauche et finition
1: Seulement ébauche
2: Seulement finition
La finition latérale et la finition en profondeur ne sont
exécutées que si la surépaisseur de finition
correspondante (Q368, Q369) a été définie
8
Largeur rainure
Q219 (valeur parallèle à l'axe
auxiliaire du plan d'usinage): Introduire la largeur de la
rainure; si l'on a introduit une largeur de rainure égale
au diamètre de l'outil, la TNC n'effectue que
l'ébauche (fraisage d'un trou oblong). Largeur max. de
la rainure pour l'ébauche: Deux fois le diamètre de
l'outil
8
Surépaisseur finition latérale
Q368 (en
incrémental): Surépaisseur de finition dans le plan
d'usinage
8
Diamètre cercle primitif
Q375: Introduire le
diamètre du cercle primitif
8
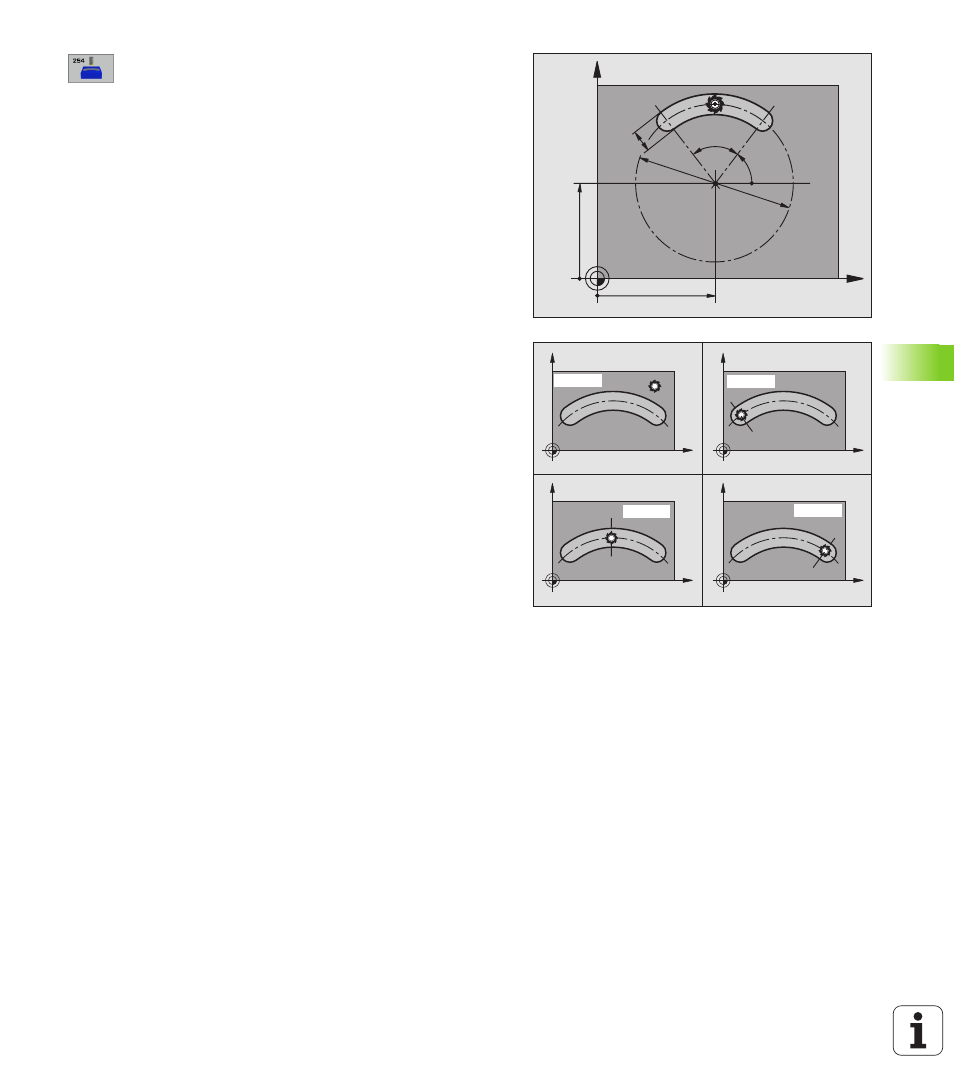
Réf. position rainure (0/1/2/3)
Q367: Position de
la rainure par rapport à la position de l'outil lors de
l'appel du cycle (cf. figure de droite, au centre):
0: La position de l'outil n'est pas prise en compte. La
position de la rainure résulte du centre du cercle
primitif et de l'angle initial
1: Position de l'outil = centre du cercle de rainure à
gauche. L'angle initial Q376 se réfère à cette position.
Le centre programmé pour le cercle primitif n'est pas
pris en compte
2: Distance entre la surface de la pièce et le fond du
centrage (pointe du cône de centrage) L'angle initial
Q376 se réfère à cette position. Le centre
programmé pour le cercle primitif n'est pas pris en
compte
3: Position de l'outil = centre du cercle de rainure à
droite. L'angle initial Q376 se réfère à cette position.
Le centre programmé pour le cercle primitif n'est pas
pris en compte
8
Centre 1er axe
Q216 (en absolu): Centre du cercle
primitif dans l'axe principal du plan d'usinage. N'a
d'effet que si Q367 = 0
8
Centre 2ème axe
Q217 (en absolu): Centre du cercle
primitif dans l'axe auxiliaire du plan d'usinage. N'a
d'effet que si Q367 = 0
8
Angle initial
Q376 (en absolu): Introduire l'angle
polaire du point initial
8
Angle d'ouverture de la rainure
Q248 (en
incrémental): Introduire l'angle d'ouverture de la
rainure
X
Y
Q248
Q376
Q219
Q375
Q216
Q217
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3