HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Manuel d'utilisation
Page 137
iTNC 530 HEIDENHAIN
137
4.13 Mode de f
onctionnement palet
te a
v
e
c usinag
e or
ienté v
e
rs l'outil
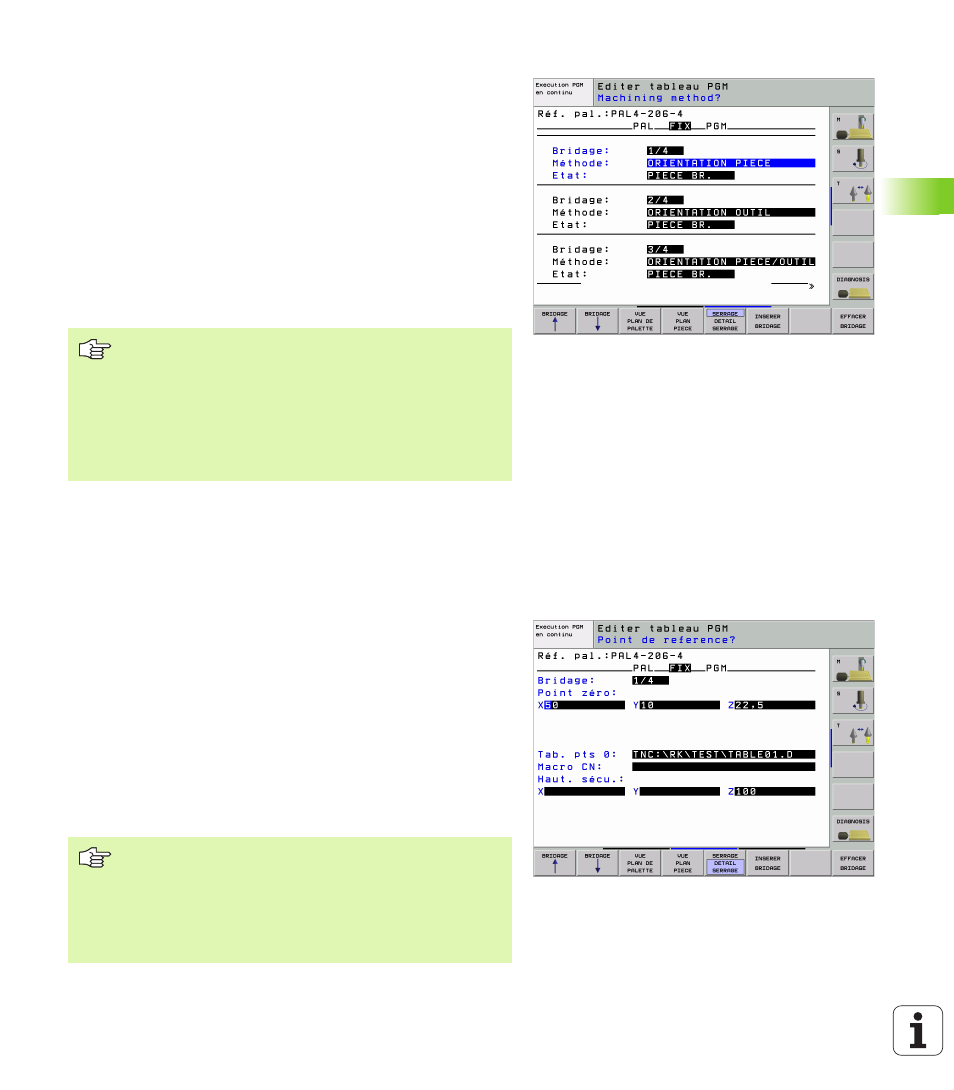
Réglage du plan de bridage
Bridage
: La commande affiche le numéro du bridage; elle affiche en
outre le nombre de bridages à l'intérieur de ce plan, derrière la barre
oblique
Méthode
: Vous pouvez sélectionner les méthodes d'usinage
WORKPIECE ORIENTED ou TOOL ORIENTED. Le choix effectué
est pris en compte dans le plan de la pièce correspondant; le cas
échéant, il remplace les données existantes. Dans la projection du
tableau, la commande affiche la donnée WORKPIECE ORIENTED
avec WPO et TOOL ORIENTED avec TO.
Avec la softkey CONNECTER/DECONNECTER, vous désignez les bridages
impliqués dans le calcul destiné au déroulement de l'usinage réalisé
avec orientation vers l'outil. Les bridages connexes sont signalés
par un trait de séparation discontinu et les bridages non connectés,
par une ligne continue. Dans la projection du tableau, les pièces
connexes sont signalées dans la colonne METHOD par CTO.
Etat
: Avec la softkey PIECE BR., vous signalez le bridage avec ses
pièces comme n'étant pas encore exécuté; BLANK est inscrit dans
le champ Etat. Utilisez la softkey EMPLACMT LIBRE si vous désirez
omettre le bridage lors de l'usinage; EMPTY s'affiche dans le champ
Etat
Réglage des détails dans le plan de bridage
Bridage
: La commande affiche le numéro du bridage; elle affiche en
outre le nombre de bridages à l'intérieur de ce plan, derrière la barre
oblique
Point zéro
: Introduire le point zéro pour le bridage
Tab. pts. 0
: Inscrivez le nom et le chemin d'accès du tableau de
points zéro valable pour l'usinage de la pièce. L'introduction est
prise en compte dans le plan de la pièce.
Macro CN
: Pour l'usinage orienté vers l'outil, c'est la macro
TCTOOLMODE et non la macro de changement d'outil normale qui
est exécutée.
Haut. sécu.
: (option): Position de sécurité des différents axes se
référant au bridage
La donnée TO-/WP-ORIENTATE n'est pas réglable par
softkey et n'est affichée que si vous avez indiqué dans le
plan de pièce différentes méthodes d'usinage pour les
pièces.
Si la méthode d'usinage est configurée dans le plan de
bridage, les données seront prises en compte dans le plan
de pièce et les données qui existent éventuellement
seront remplacées.
Pour les axes, on peut indiquer des positions de sécurité
qui peuvent être lues à partir de macros CN avec
SYSREAD FN18 ID510 N°6. SYSREAD FN18 ID510 N° 5
permet de déterminer si une valeur a été programmée
dans la colonne. Les positions indiquées ne sont abordées
que si ces valeurs sont lues dans les macros CN et
programmées de manière adéquate