HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Manuel d'utilisation
Page 294
294
8 Programmation: Cycles
8.3 Cy
cles de perçag
e, tar
a
udag
e
et fr
aisag
e
de filets
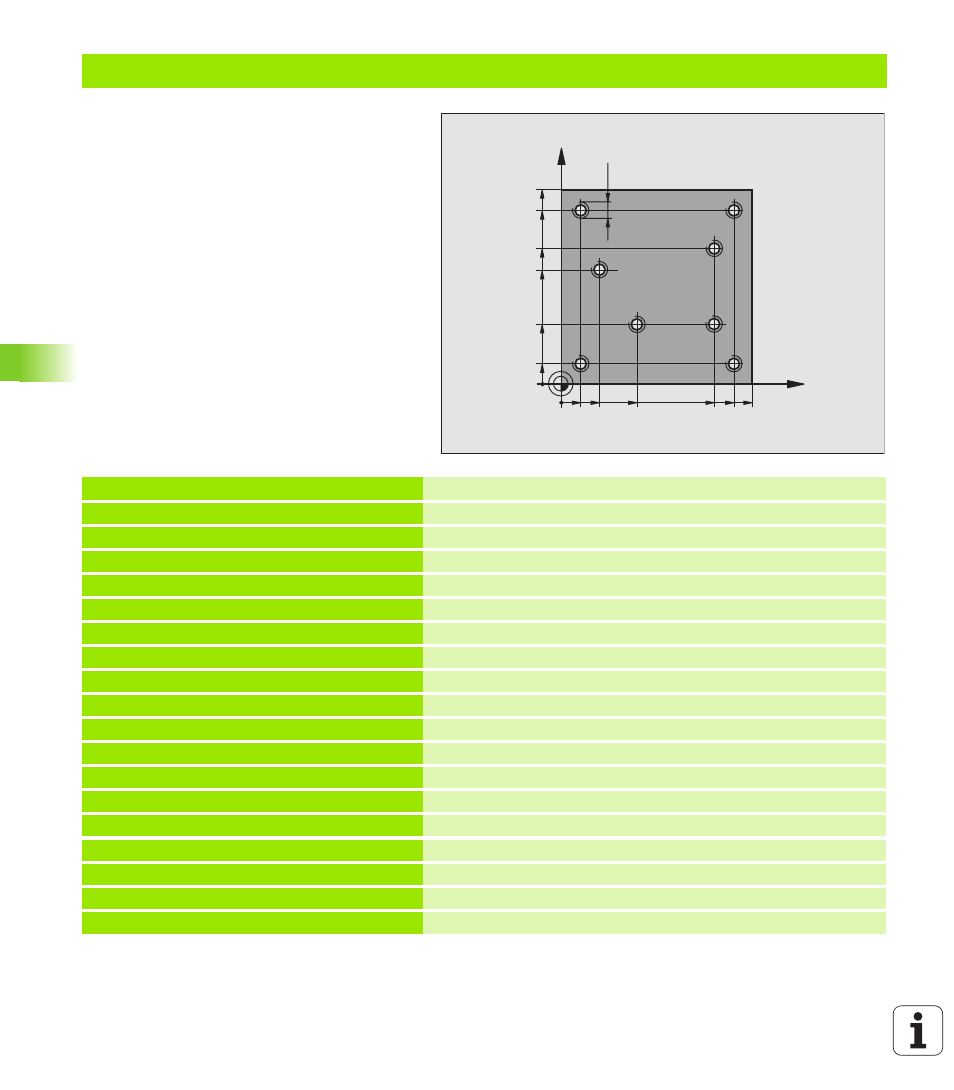
Exemple: Cycles de perçage en liaison avec un tableau de points
Les coordonnées du perçage sont mémorisées
dans le tableau de points TAB1.PNT et appelées
par la TNC avec G79 PAT.
Les rayons des outils sont sélectionnés de
manière à pouvoir apercevoir toutes les étapes de
l'usinage sur le graphisme de test.
Déroulement du programme
Centrage
Perçage
Taraudage
%1 G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
Définition de la pièce brute
N20 G31 X+100 Y+100 Z+0 *
N30 G99 1 L+0 R+4 *
Définition de l'outil de centrage
N40 G99 2 L+0 R+2.4 *
Définition d’outil pour le foret
N50 G99 3 L+0 R+3 *
Définition d'outil pour le taraud
N60 T1 G17 S5000 *
Appel de l'outil de centrage
N70 G01 G40 Z+10 F5000 *
Déplacer l'outil à hauteur de sécurité (programmer F avec valeur,
la TNC le positionne après chaque cycle à hauteur de sécurité)
N80 %:PAT: "TAB1" *
Définir le tableau de points
N90 G200 PERCAGE
Définition du cycle de centrage
Q200=2
;DISTANCE D'APPROCHE
Q201=-2
;PROFONDEUR
Q206=150
;AVANCE PLONGÉE PROF.
Q202=2
;PROFONDEUR DE PASSE
Q210=0
;TEMPO. EN HAUT
Q203=+0
;COORD. SURFACE PIÈCE
Introduire impérativement 0, agit à partir du tableau de points
Q204=0
;SAUT DE BRIDE
Introduire impérativement 0, agit à partir du tableau de points
Q211=0.2
;TEMPO. AU FOND
X
Y
20
10
100
100
10
90
90
80
30
55
40
65
M6