HEIDENHAIN TNC 426 (280 474) Manuel d'utilisation
Page 204
8 Programmation: Cycles
188
ú
Rotation sens horaire
DR + : fraisage en avalant avec M3
DR – : fraisage en opposition avec M3
ú
Rayon d'arrondi: Rayon pour angles de poches.
Pour rayon = 0, le rayon d'arrondi est égal au rayon
d'outil
Calculs:
Passe latérale k = K x R
K:
Facteur de superposition défini dans le paramètre-machine 7430
R:
Rayon de la fraise
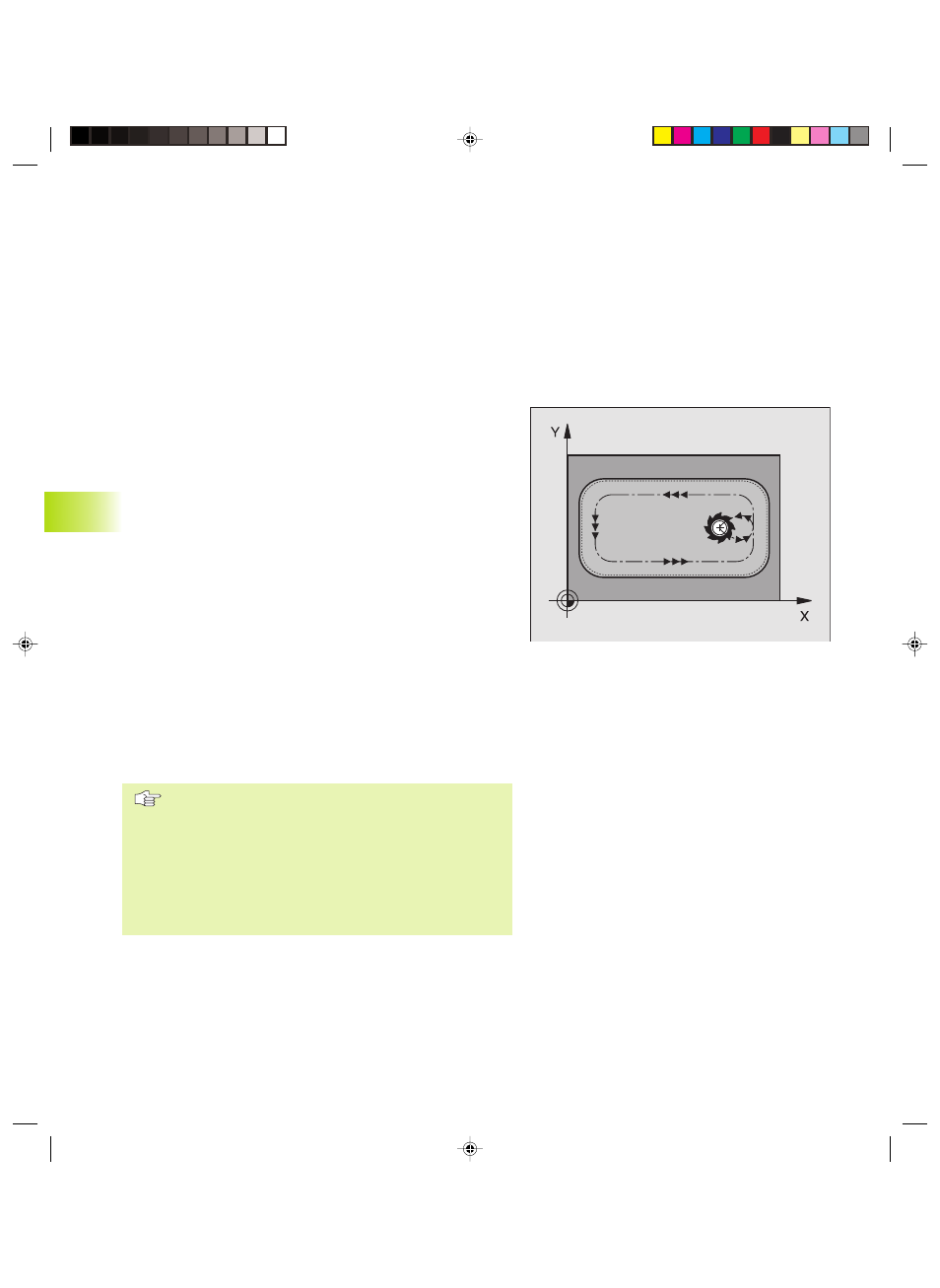
FINITION DE POCHE (cycle 212)
1 La TNC déplace l‘outil automatiquement dans l‘axe de broche à la
distance d'approche ou – si celle-ci est programmée – à la 2ème
distance d'approche, puis au centre de la poche
2 Partant du centre de la poche, l‘outil se déplace dans le plan
d‘usinage jusqu‘au point initial de l‘usinage. Pour le calcul du
point initial, la TNC tient compte de la surépaisseur et du rayon de
l‘outil Le cas échéant, la TNC perce au centre de la poche
3 Si l‘outil se trouve à la 2ème distance d'approche, la TNC le
déplace en rapide FMAX à la distance d'approche et ensuite, à la
première profondeur de passe suivant l'avance plongée en
profondeur
4 Ensuite, l‘outil se déplace tangentiellement au contour partiel
usiné et fraise sur le contour en avalant
5 Puis l‘outil quitte le contour par tangentement pour retourner au
point initial dans le plan d‘usinage
6 Ce processus (3 à 5) est répété jusqu‘à ce que la profondeur
programmée soit atteinte
7 En fin de cycle, la TNC déplace l‘outil en rapide à la distance
d'approche ou – si celle-ci est programmée – à la 2ème distance
d'approche, puis pour terminer, au centre de la poche (position
finale = position initiale)
Remarques avant que vous ne programmiez
Le signe du paramètre Profondeur détermine le sens de
l‘usinage.
Si vous désirez une finition de la poche dans la masse,
utilisez une fraise à denture frontale (DIN 844) et
introduisez une petite valeur pour l'avance plongée en
profondeur.
Taille min. de la poche: trois fois le rayon d'outil.
8.3 Cy
cles de fr
aisag
e de poc
hes,
t
enons et r
ainur
es
Kkap8.pm6
28.06.2006, 11:25
188