Utiliser pattern def, Définir des positions d'usinage, Définition de motifs avec pattern def 2.3 – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Manuel d'utilisation
Page 51
Définition de motifs avec PATTERN DEF
2.3
2
TNC 320 | Manuel d'utilisation Programmation des cycles | 9/2013
51
Utiliser PATTERN DEF
Dès que vous avez introduit une définition de motif, vous pouvez
l'appeler avec la fonction
CYCL CALL PAT"Appeler les cycles",
Page 44. Sur le motif d'usinage que vous avez choisi, la TNC
applique alors le dernier cycle d'usinage défini.
Un motif d'usinage reste actif jusqu'à ce que vous
en définissiez un nouveau ou bien jusqu'à ce que
vous ayez sélectionné un tableau de points avec la
fonction
SEL PATTERN.
Vous pouvez utiliser la fonction d'amorce de
programme pour sélectionner n'importe quel
point auquel vous voulez démarrer ou continuer
l'usinage (voir manuel d'utilisation, chapitre Test de
programme et exécution de programme).
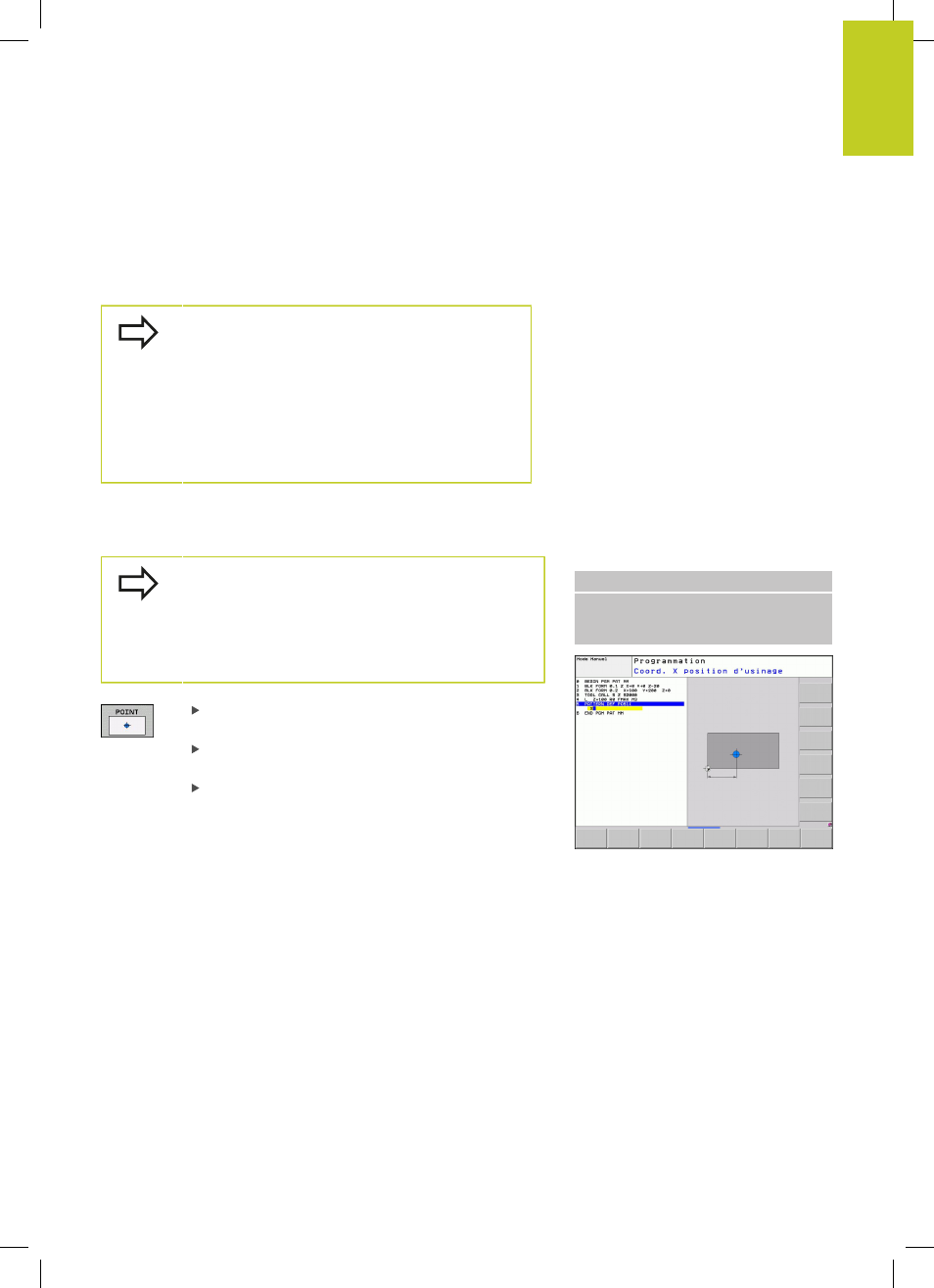
Définir des positions d'usinage
Vous pouvez introduire jusqu'à 9 positions d'usinage.
Valider chaque position introduite avec la touche ENT.
Si vous définissez une
surface de pièce en Z
différente de 0, cette valeur agit en plus de la valeur
du paramètre Coord. surface pièce
Q203 qui est défini
dans le cycle d'usinage.
Coord. X position d'usinage (en absolu) : introduire
la coordonnée X
Coord. Y position d'usinage (en absolu) : introduire
la coordonnée Y
Coordonnée surface pièce (en absolu) : introduire
la coordonnée Z à laquelle doit débuter l'usinage
Séquences CN
10 L Z+100 R0 FMAX
11 PATTERN DEF POS1
(X+25 Y+33,5 Z+0) POS2 (X+50 Y+75 Z
+0)