2 ouverture et introduction de programmes, Structure d'un programme cn en format din/iso – HEIDENHAIN iTNC 530 (60642x-04) ISO programming Manuel d'utilisation
Page 103
HEIDENHAIN iTNC 530
103
3.2
Ouv
er
tur
e
et
intr
oduction
de
pr
ogr
ammes
3.2 Ouverture et introduction de
programmes
Structure d'un programme CN en format
DIN/ISO
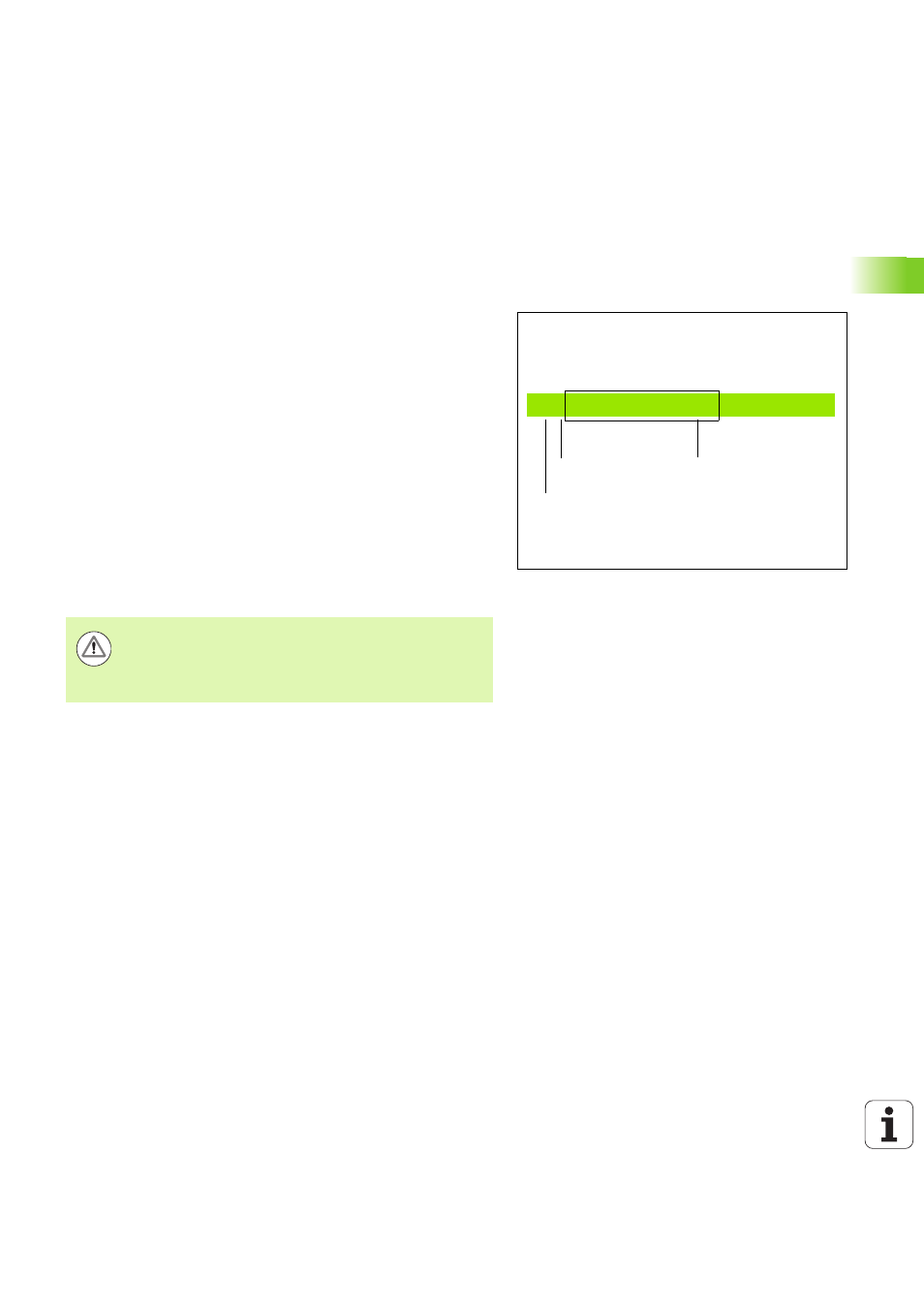
Un programme d’usinage est constitué d’une suite de séquences de
programme. La figure de droite indique les éléments d’une séquence.
La TNC numérote automatiquement les séquences d’un programme
d’usinage en fonction de MP7220. MP7220 définit l'incrément de
numérotation des séquences.
La première séquence d'un programme est %, contenant le nom du
programme et l'unité de mesure utilisée.
Les séquences suivantes contiennent les informations sur :
la pièce brute
les appels d'outils
l'approche à une position de sécurité
les avances et vitesses de rotation
les déplacements de contournage, cycles et autres fonctions
La dernière séquence d'un programme est identifiée par N99999999, le
nom du programme et l'unité de mesure utilisée.
N10 G00 G40 X+10 Y+5 F100 M3
Numéro de
séquence
Fonction de
contournage
Mots
Séquence
Attention, risque de collision!
HEIDENHAIN recommande, après l'appel d'outil, d'aller
systématiquement à une position de sécurité pour
assurer un début d'usinage sans collision!