HEIDENHAIN TNC 426 (280 462) Manuel d'utilisation
Page 169
8 Programmation: Cycles
156
ú
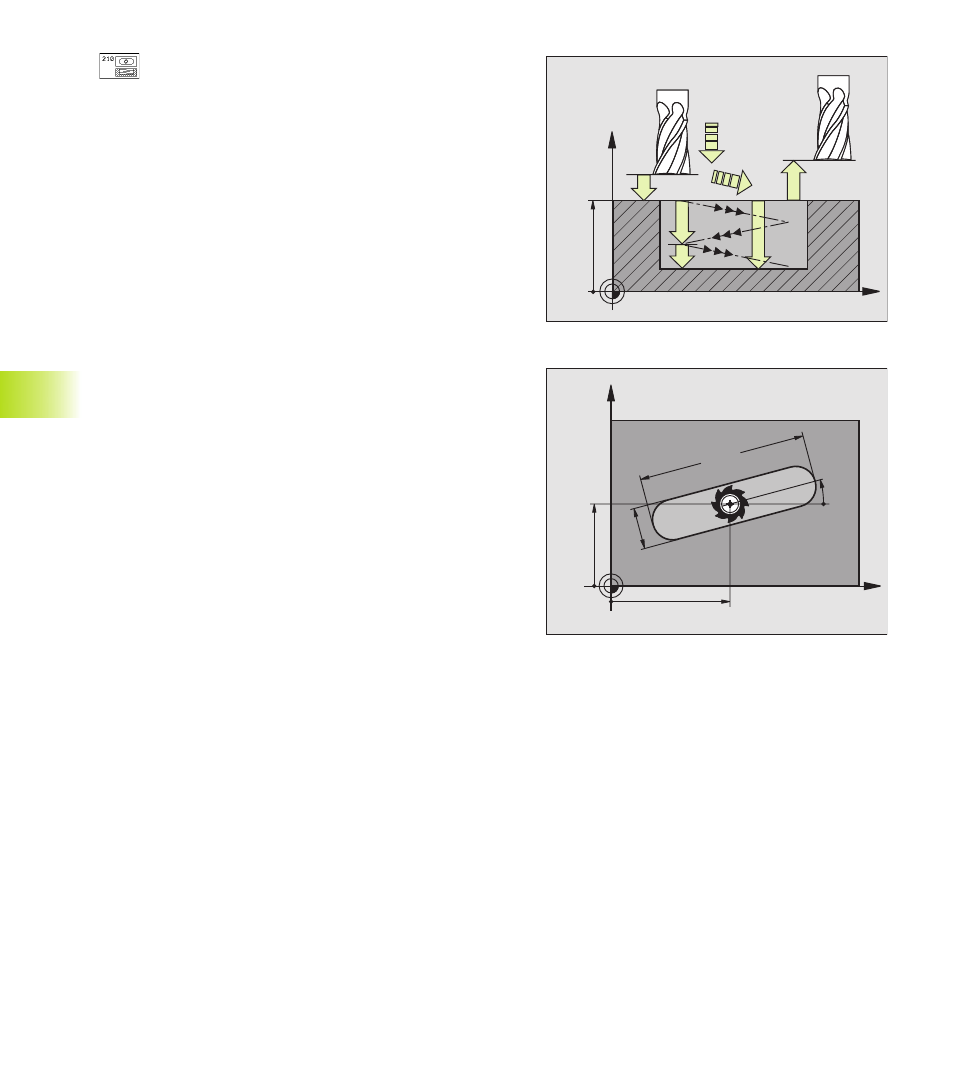
DISTANCE D‘APPROCHE Q200 (en incrémental):
distance entre la pointe de l‘outil et la surface de la
pièce
ú
PROFONDEUR Q201 (en incrémental): distance entre
la surface de la pièce et le fond de la rainure
ú
AVANCE FRAISAGE Q207: vitesse de déplacement de
l‘outil lors du fraisage, en mm/min.
ú
PROFONDEUR DE PASSE Q202 (en incrémental):
valeur correspondant à la distance totale parcourue
par l‘outil lors d‘une plongée pendulaire dans l‘axe de
broche
ú
OPERATIONS D‘USINAGE (0/1/2) Q215: définir les
opérations d‘usinage:
0: ébauche et finition
1: ébauche seulement
2: finition seulement
ú
COORD. SURFACE PIECE Q203 (en absolu):
coordonnée de la surface de la pièce
ú
2ème DISTANCE D‘APPROCHE Q204 (en
incrémental): coordonnée Z excluant toute collision
entre l‘outil et la pièce (matériels de bridage).
ú
CENTRE 1er AXE Q216 (en absolu): centre de la
rainure dans l‘axe principal du plan d‘usinage
ú
CENTRE 2ème AXE Q217 (en absolu): centre de la
rainure dans l‘axe auxiliaire du plan d‘usinage
ú
1er CÔTE Q218 (valeur parallèle à l‘axe principal du
plan d‘usinage): introduire le plus grand côté de la
rainure
ú
2ème CÔTE Q219 (valeur parallèle à l‘axe auxiliaire
du plan d‘usinage): introduire la largeur de la rainure;
si l‘on a introduit une largeur de la rainure égale au
diamètre de l‘outil, la TNC n‘effectue que l‘ébauche
(fraisage d‘un trou oblong)
ú
ANGLE DE ROTATION Q224 (en absolu): angle de
rotation de la totalité de la rainure; le centre de rotation
est situé au centre de la rainure
8.3 Cy
cles de fr
aisag
e de poc
hes,
t
enons et r
a
inur
es
X
Z
Q200
Q201
Q207
Q202
Q203
Q204
X
Y
Q219
Q218
Q217
Q216
Q224