HEIDENHAIN TNC 426 (280 462) Manuel d'utilisation
Page 166
153
HEIDENHAIN TNC 426
Remarques avant que vous ne programmiez
Le signe du paramètre PROFONDEUR détermine le sens
de l‘usinage.
Si vous désirez fraiser le tenon dans la masse, utilisez
une fraise à denture frontale (DIN 844) et introduisez une
petite valeur pour l‘AVANCE DE PLONGEE EN
PROFONDEUR.
ú
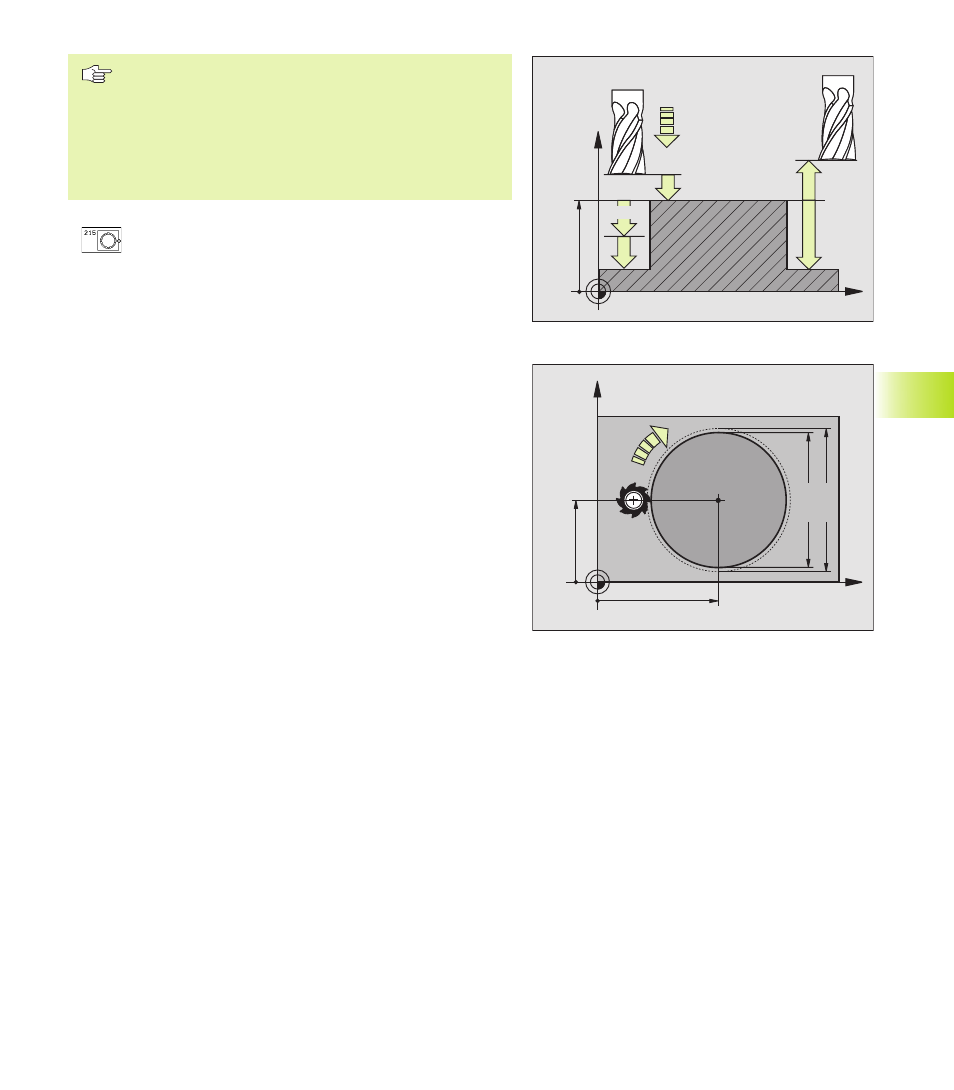
DISTANCE D‘APPROCHE Q200 (en incrémental):
distance entre pointe de l‘outil et surface de la pièce
ú
PROFONDEUR Q201 (en incrémental): distance entre
la surface de la pièce et le fond du tenon
ú
AVANCE PLONGEE EN PROFONDEUR Q206:
vitesse de l‘outil lors de son déplacement jusqu‘à la
PROFONDEUR, en mm/min. Si vous plongez dans la
matière, introduisez une faible valeur; si vous plongez
dans le vide, introduisez une avance plus élevée
ú
PROFONDEUR DE PASSE Q202 (en incrémental):
distance parcourue par l‘outil lors de chaque passe.
Introduire une valeur supérieure à 0.
ú
AVANCE DE FRAISAGE Q207: vitesse de
déplacement de l‘outil lors du fraisage, en mm/min.
ú
COORD. SURFACE PIECE Q203 (en absolu):
Coordonnée de la surface de la pièce
ú
2ème DISTANCE D‘APPROCHE Q204 (en
incrémental): coordonnée dans l‘axe de broche
excluant toute collision entre l‘outil et la pièce
(matériels de bridage)
ú
CENTRE 1er AXE Q216 (en absolu): centre du tenon
dans l‘axe principal du plan d‘usinage
ú
CENTRE 2ème AXE Q217 (en absolu): centre du
tenon dans l‘axe auxiliaire du plan d‘usinage
ú
DIAMETRE PIECE BRUTE Q222: diamètre du tenon
prêt à être usiné; introduire un diamètre de la pièce
brute supérieur au diamètre de la pièce finie
ú
DIAMETRE PIECE FINIE Q223: diamètre du tenon
après usinage; introduire un diamètre de la pièce finie
inférieur au diamètre de la pièce brute
8.3 Cy
cles de fr
aisag
e de poc
hes,
t
enons et r
a
inur
es
X
Z
Q200
Q201
Q206
Q203
Q204
Q202
X
Y
Q223
Q217
Q216
Q207
Q222