Multipasses longitudinales – etendu, 4 cy cles multipasses – HEIDENHAIN SW 54843x-02 Manuel d'utilisation
Page 155
HEIDENHAIN MANUALplus 620
155
4.4 Cy
cles Multipasses
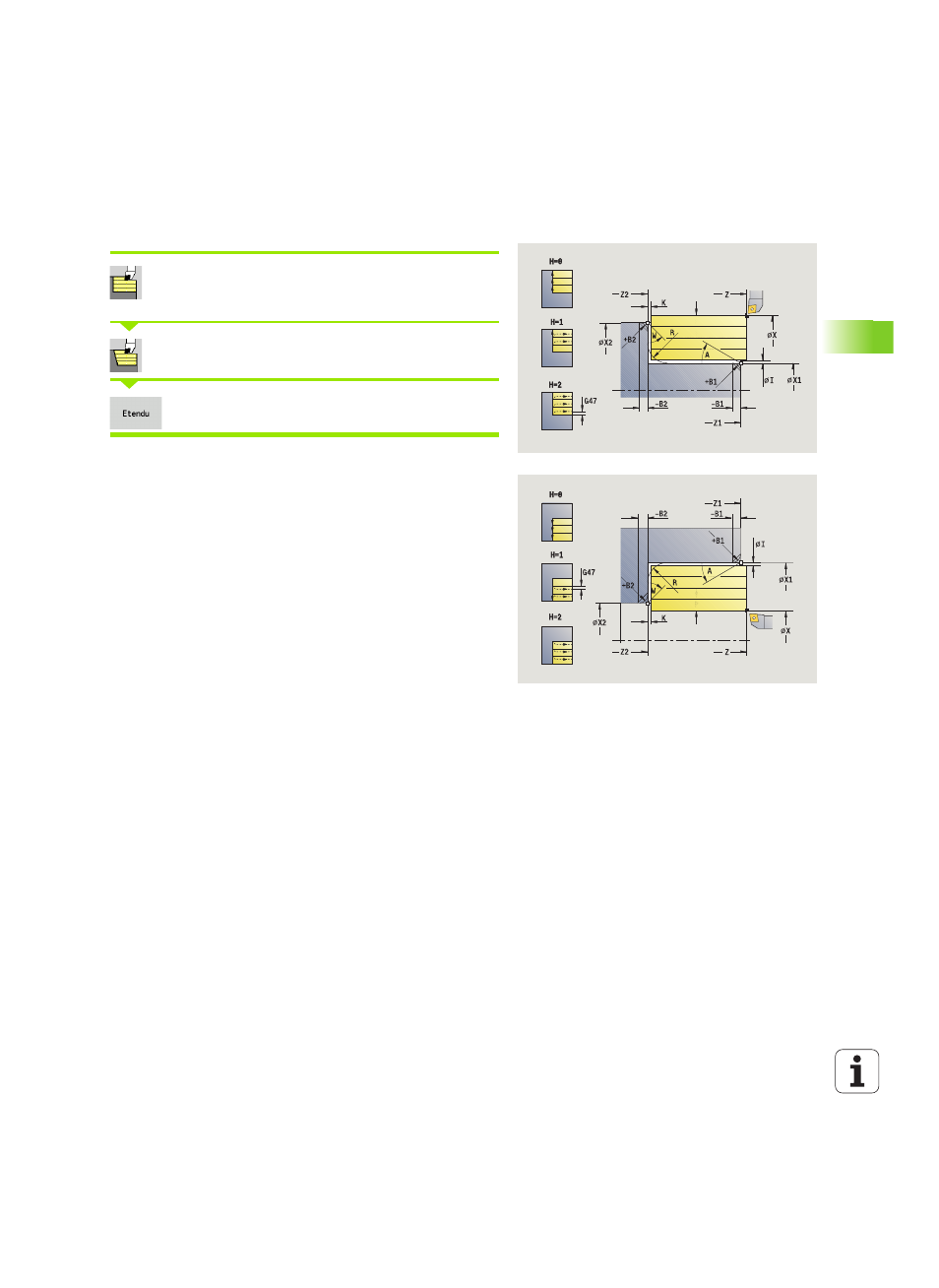
Multipasses longitudinales – Etendu
Sélectionner les cycles multipasses
longitudinales/transversales
Sélectionner les multipasses longitudinales
Activer la softkey Etendu
Le cycle ébauche la zone définie par le point de départ et le premier
point du contour
/point final Z2 en tenant compte des
surépaisseurs.
Paramètres du cycle
X, Z
Point de départ
X1, Z1
Premier point du contour
X2, Z2
Point final du contour
P
Profondeur de passe : passe max.
A
Angle de départ (plage : 0° <= A < 90°)
W
Angle final (plage 0° <= W < 90°)
R
Arrondi
I, K
Surépaisseur X, Z
H
Lissage du contour
0 : à chaque passe
1 : à la dernière passe
2 : pas de lissage
G47
Distance de sécurité (voir page 130)
G14
Point de changement d'outil (voir page 130)
T
Nr. de la place dans tourelle
ID
Numéro ID outil
S
Vitesse de rotation/vitesse de coupe
F
Avance par tour
B1, B2
Chanfrein/Arrondi (B1 début de contour; B2 fin de contour)
B>0: Rayon de l'arrondi
B<0: Largeur du chanfrein
BP
Durée de pause : durée de l'interruption du mouvement
d'avance. L'interruption d'avance (intermittente) permet
de briser le copeau.
BF
Durée d'avance : intervalle de temps jusqu'à l'exécution
de la pause suivante. L'interruption d'avance
(intermittente) permet de briser le copeau.