Acier doux, Plasma o, Système anglais – Hypertherm HT4400 Manuel d'utilisation
Page 60: Système métrique
e-2
HT4400
Manuel de l’opérateur
3
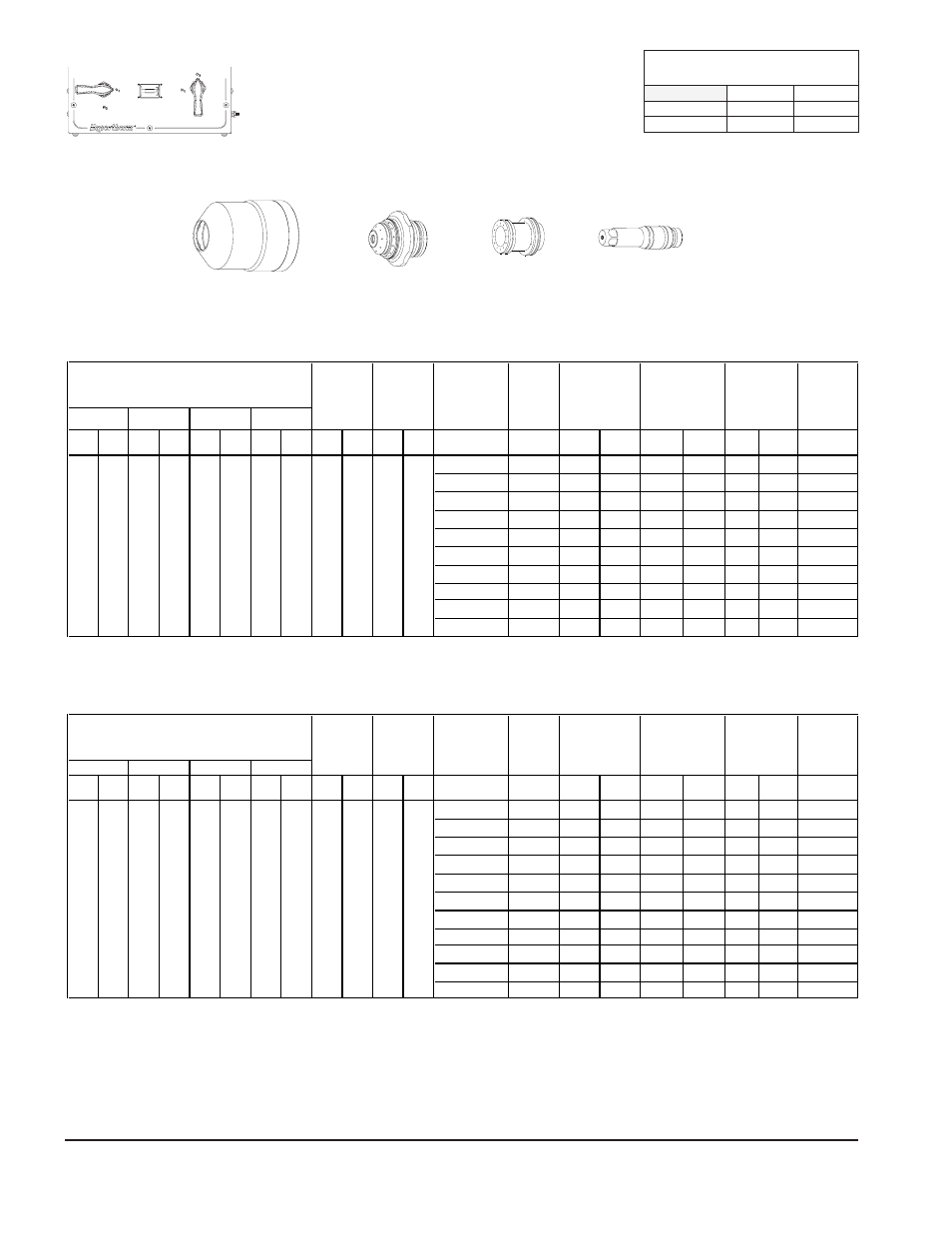
Acier doux
Plasma O
2
/ O
2
-N
2
Protection
400 A
Coupe droite et biseautée à 45°
Note : Les tableaux de coupe affichent des paramètres de coupe à angle droite (90°)
Air
Débits à 9,6 bar
(scfh / sclh)
N
2
O
2
Débit préliminaire 192.4 / 5448
61.2 / 1733
Débit de coupe
152.5/ 4318
125.8 / 3562
120786
Buse de protection
120934
Buse
120939
Diffuseur
120810
Électrode
*
Il n’est pas recommandé de percer.
**
Les coupes sur ces épaisseurs peuvent entraîner une variation de l’angle de coupe et une rugosité de surface supérieures.
Réduire la vitesse de coupe de 5 à 10 % pour obtenir une amélioration avec certains matériaux.
Les pressions minimales d’entrée des gaz sont réglées à 9,6 bar pour toutes les épaisseurs de matériaux.
Pressions approximatives pendant la coupe en mode RUN (Fonctionnement) :
PG1
74
PG2
43
MV1 MV2 MV3 MV4 MV5
MV6 MV7 PG1 PG2 PG1 PG2
3/8**
135
,125
3
195
4950
,250
6
0,4
1/2**
138
,157
4
160
4060
,314
8
0,5
5/8
140
,157
4
120
3050
,314
8
0,6
3/4
142
,157
4
95
2413
,314
8
0,7
7/8
145
,188
5
80
2032
,375
10
0,8
1
145
,188
5
70
1778
,375
10
1
1-1/8
145
,188
5
60
1520
,375
10
1,4
1-1/4
148
,188
5
55
1400
,375
10
1,9
1-1/2
150
,188
5
40
1020
*
*
*
2
175
,250
6
15
381
*
*
*
68
4
6
8
25
34
40
33
48
64
43
MV1 MV2 MV3 MV4 MV5
MV6 MV7 PG1 PG2 PG1 PG2
mm
10**
135
3
,125
4718
186
6
,250
0,4
12**
138
4
,157
4301
169
8
,314
0,5
15
140
4
,157
3320
131
8
,314
0,6
20
142
4
,157
2298
91
8
,314
0,7
22
145
5
,188
2053
81
10
,375
0,8
25
145
5
,188
1806
71
10
,375
1
30
145
5
,188
1468
58
10
,375
1,2
32
148
5
,188
1386
55
10
,375
1,4
35
150
5
,188
1204
47
10
,375
1,9
40
155
5
,188
929
37
*
*
*
50
175
6
,250
421
17
*
*
*
33
48
64
43
25
34
40
68
4
6
8
Réglage du débit de coupe et du test-débit préliminaire
(psi)
Vérification
du test-débit
préliminaire
(psi)
Vérification
du débit de
test-marche
(psi)
Épaisseur
du métal
Tension
de l’arc
Distance
torche-pièce
Vitesse
de coupe
Hauteur de
perçage initiale
Retard
de perçage
Plasma
Protecteur
Plasma
Protecteur
Pouce
Volts
pouce
mm
mm/m
pouce
mm
seconde
ipm
SYSTÈME ANGLAIS
Réglage du débit de coupe et du test-débit préliminaire
(psi)
Vérification
du test-débit
préliminaire
(psi)
Vérification
du débit de
test-marche
(psi)
Épaisseur
du métal
Tension
de l’arc
Distance
torche-pièce
Vitesse
de coupe
Hauteur de
perçage initiale
Retard
de perçage
Plasma
Protecteur
Plasma
Protecteur
Volts
mm
pouce
ipm
mm
pouce
seconde
mm/m
SYSTÈME MÉTRIQUE