Données de performances et de procédé -13, Données de performances et de procédé, Fonctionnement – Hypertherm HT4400 Manuel d'utilisation
Page 26
FONCTIONNEMENT
2
HT4400
Manuel de l’opérateur
2-13
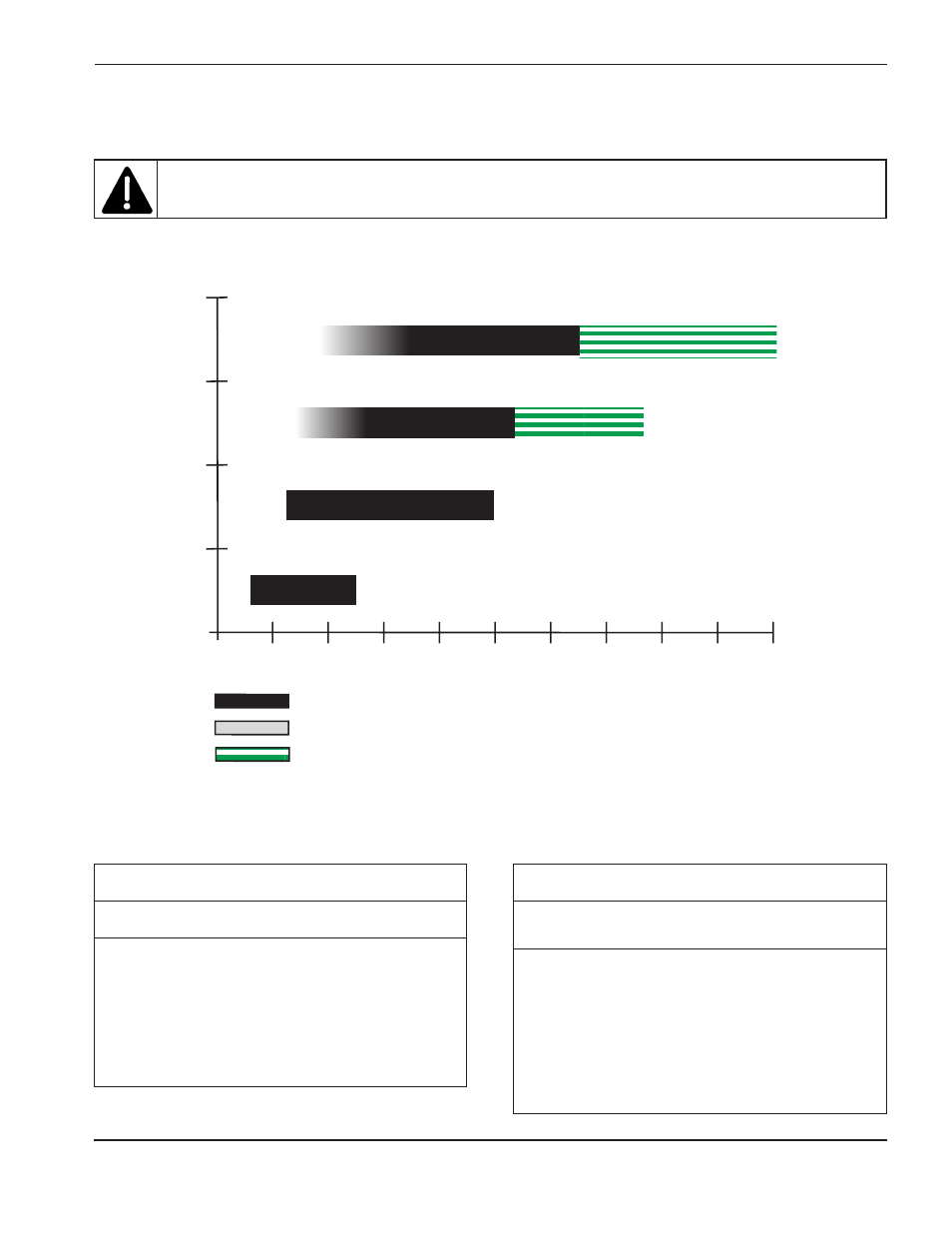
Données de performances et de procédé
Avant le coupage, vérifier tous les réglages et mises au point et inspecter les pièces
consommables pour voir si elles sont usées.
100A
200A
300A
400A
0
0.2
5.1
0.4
10.2
0.6
15.2
0.8
20.3
1.2
30.5
1.4
35.6
1.6
40.6
1.8
45.7
1.0
25.4
2.0
50.8
Thickness
(inches/
mm)
Performance Summary for Cutting Mild Steel with Oxygen Plasma
Good cut quality (virtually dross free, may result in increased cut angle)
Best cut quality (virtually dross free, least cut angularity)
Requires edge start
Results will vary based on machine motion performance and material characteristics.
Pressions approximatives pendant le coupage
Procédé
PG1
PG2
100A O
2
/Air
76
17
200A O
2
/Air
56
32
300A O
2
/Air
72
35
400A O
2
/Air
75
38
200A N
2
/O
2
-N
2
49
36
400A N
2
/N
2
58
30
Largeur de la saignée procédé O
2
/air
Épaisseur
100A
200A
300A
400A
(mm)
(mm)
(mm)
(mm)
(mm)
4,8
1,4
6,4
1,6
2,4
9,5
1,8
2,8
2,7
3,3
12,7
3,0
3,0
3,4
19
3,2
3,3
3,8
25,4
3,5
4,2
Résumé de performance de coupage de l’acier doux au
plasma à l’oxygène
Coupe de meilleure qualité (pratiquement sans scorie, angle de coupe moindre)
Coupe de bonne qualité (pratiquement sans scorie, peut avoir un angle de coupe accru)
Nécessité de commencer la coupe sur un bord.
Les résultats varient selon la performance de déplacement de la machine et les caractéristiques du matériau.
Épaisseur
(pouces ou
mm)