Acier doux, Plasma o, Air protection 300 a – Hypertherm HT4400 Manuel d'utilisation
Page 29: Système anglais, Système métrique
2-16
HT4400
Manuel de l’opérateur
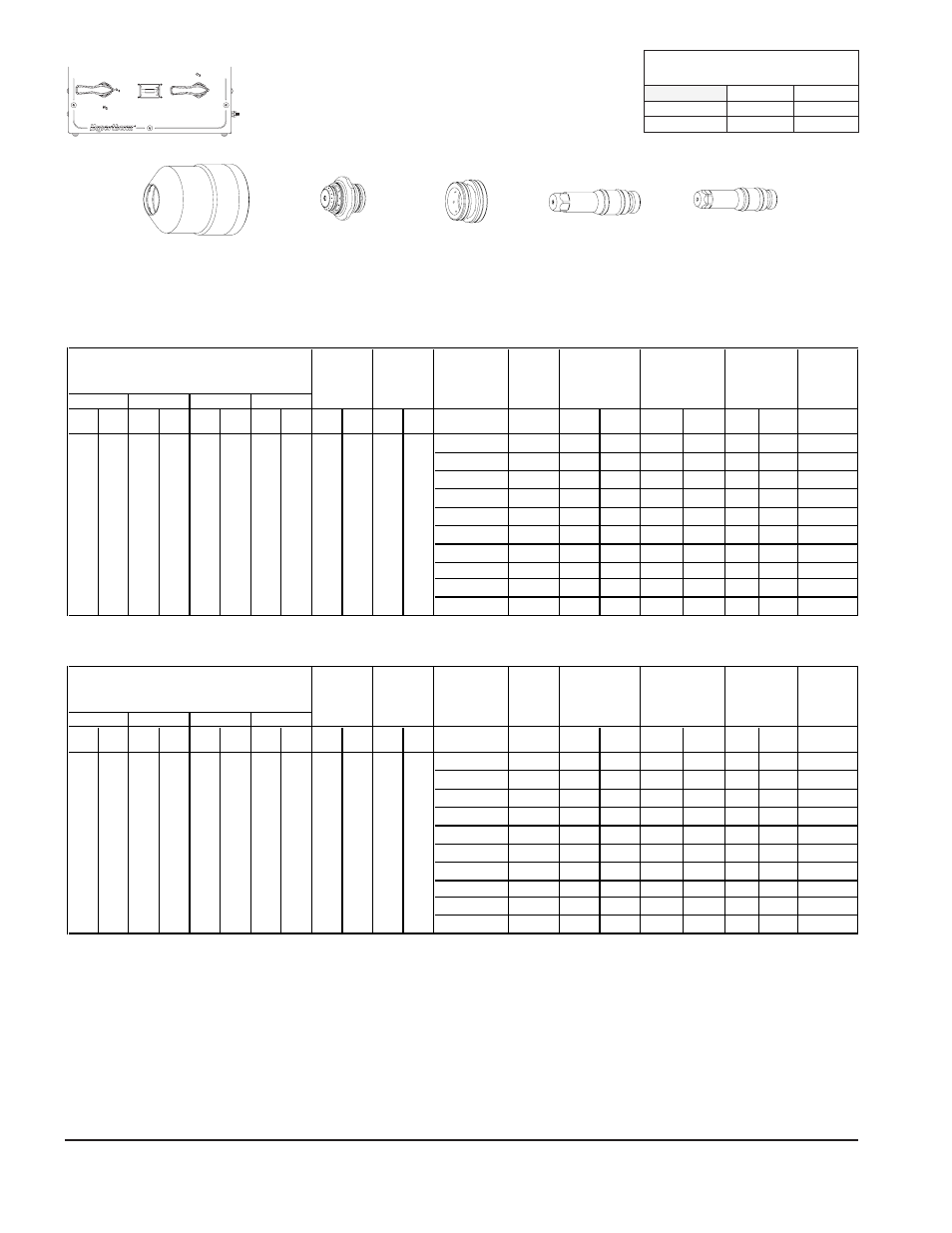
Acier doux
Plasma O
2
/ Air Protection
300 A
9
Air
Débits à 8,3 bar
(scfh / sclh)
Air
O
2
Débit préliminaire 172,5 / 4860 57,2 / 1620
Débit de coupe
157,5 / 4440 84,3 / 2388
*
Il n’est pas recommandé de percer.
**
Les coupes sur ces épaisseurs peuvent entraîner une variation de l’angle de coupe et une rugosité de surface supérieures.
Réduire la vitesse de coupe de 5 à 10 % pour obtenir une amélioration avec certains matériaux.
Les pressions minimales d’entrée des gaz sont réglées à 8,3 bar pour toutes les épaisseurs de matériaux.
Pressions approximatives pendant la coupe en mode RUN (Fonctionnement) :
PG1
72
PG2
35
+ SilverPlus assure une durée de vie accrue dans la plupart des applications. L’hafnium s’use d’environ deux fois la profondeur
de toute électrode en cuivre (120810 400A et 120802 300A). Il peut être nécessaire d’augmenter la tension d’arc de 5 à 10 volts
pendant toute la durée de vie de l’électrode pour maintenir les bons paramètres de hauteur de coupe.
MV1 MV2 MV3 MV4 MV5
MV6 MV7 PG1 PG2 PG1 PG2
1/4**
120
,062
2
190
4830
,125
3
0,3
3/8**
125
,125
3
160
4060
,250
6
0,5
1/2
130
,157
4
120
3050
,314
8
0,7
5/8
135
,188
5
100
2540
,375
10
0,9
3/4
140
,188
5
80
2030
,375
10
1,1
7/8
145
,188
5
70
1780
,375
10
1,3
1
145
,188
5
55
1400
,375
10
1,5
1-1/8
150
,188
5
50
1270
*
*
*
1-1/4
155
,250
6
45
1140
*
*
*
1-1/2
155
,250
6
35
890
*
*
*
46
0
0
10
24
35
35
20
42
46
35
MV1 MV2 MV3 MV4 MV5
MV6 MV7 PG1 PG2 PG1 PG2
mm
6**
120
2
,062
5108
201
3
,125
0,3
10**
125
3
,125
3871
153
6
,250
0,5
12
130
4
,157
3226
127
8
,314
0,7
15
135
5
,188
2681
106
10
,375
0,9
20
140
5
,188
1935
76
10
,375
1,1
22
145
5
,188
1796
71
10
,375
1,3
25
145
5
,188
1419
56
10
,375
1,5
30
150
5
,188
1213
48
*
*
*
32
155
6
,250
1134
45
*
*
*
35
155
6
,250
1014
40
*
*
*
46
0
0
10
24
35
35
20
42
46
35
Réglage du débit de coupe et du test-débit préliminaire
(psi)
Vérification
du test-débit
préliminaire
(psi)
Vérification
du débit de
test-marche
(psi)
Épaisseur
du métal
Tension
de l’arc
Distance
torche-pièce
Vitesse
de coupe
Hauteur de
perçage initiale
Retard
de perçage
Plasma
Protecteur
Plasma
Protecteur
Pouce
Volts
pouce
mm
mm/m
pouce
mm
seconde
ipm
SYSTÈME ANGLAIS
Réglage du débit de coupe et du test-débit préliminaire
(psi)
Vérification
du test-débit
préliminaire
(psi)
Vérification
du débit de
test-marche
(psi)
Épaisseur
du métal
Tension
de l’arc
Distance
torche-pièce
Vitesse
de coupe
Hauteur de
perçage initiale
Retard
de perçage
Plasma
Protecteur
Plasma
Protecteur
Volts
mm
pouce
ipm
mm
pouce
seconde
mm/m
SYSTÈME MÉTRIQUE
120786
Buse de protection
120794
Buse
120913
Diffuseur
120802
(standard)
Électrode
220412
+
(en option)
SilverPlus
électrode