Air / air, H35 / n, Gougeage - acier inoxydable ou aluminium – Hypertherm HySpeed HT2000 Plasma Arc Cutting System Rev.24 Manuel d'utilisation
Page 117: Gougeage - acier au carbone, Fonctionnement, 200 a - plasma air / gaz secondaire air
FONCTIONNEMENT
23
6-36
HySpeed HT2000
Mode d’emploi
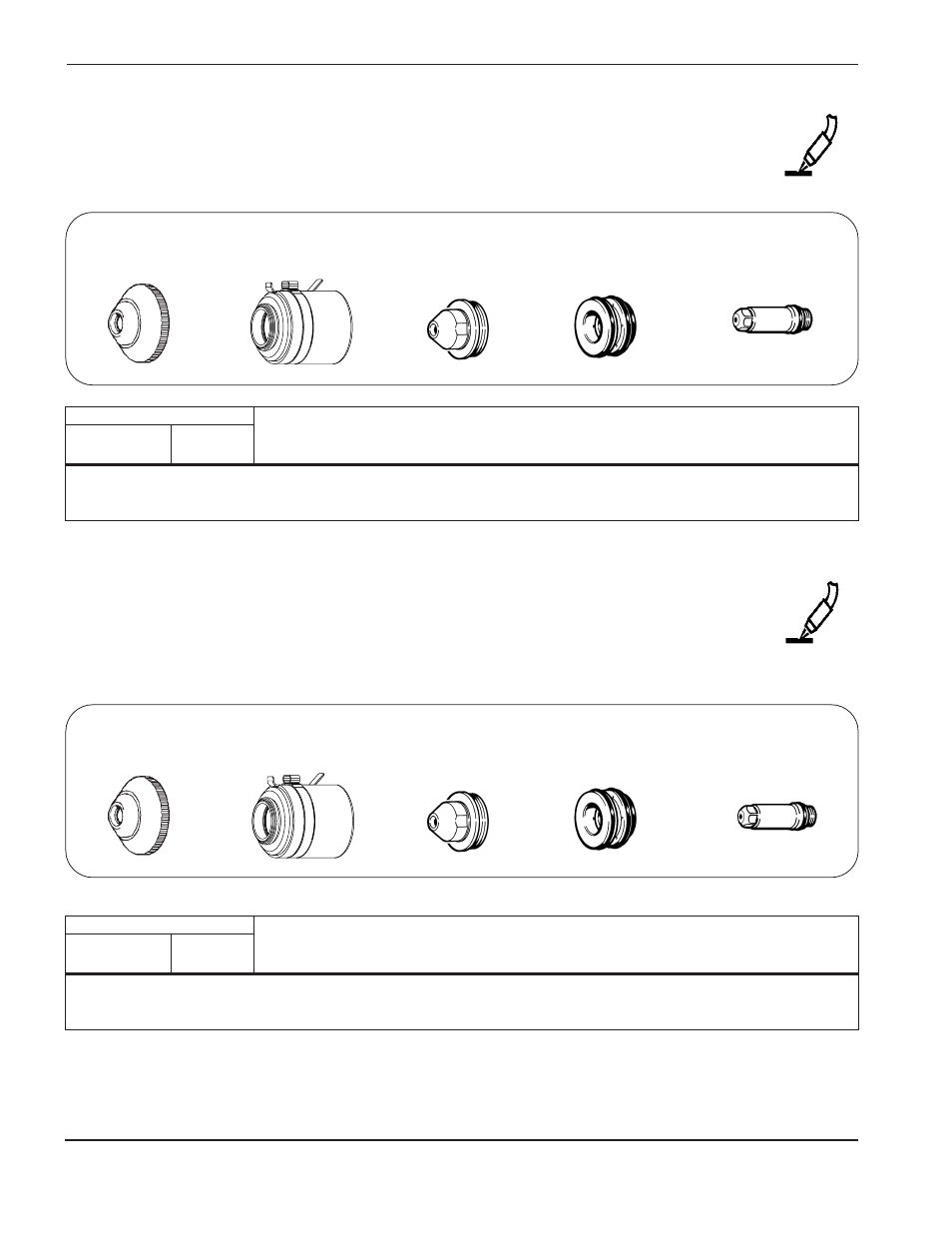
Gougeage - Acier inoxydable ou Aluminium
200 A - Plasma H35 / Gaz secondaire N
2
Hypertherm recommande un mélange de 35 % hydrogène et 65 % argon pour le gaz
plasma
Gougeage - Acier au carbone
200 A - Plasma air / Gaz secondaire air
020607
Anneau de gaz
120667
Électrode
020615
Buse
120837
Couvercle de retenue
020485
Protecteur
020607
Anneau de gaz
020415
Électrode
020615
Buse
120837
Couvercle de retenue
020485
Protecteur
% du débit de gaz plasma
Pression du
Pression d’entrée
Pression d’entrée
Débit préliminaire
Marche
gaz secondaire
Réglage du
du gaz plasma
du gaz secondaire
(% Air)
(% Air)
(N
2
) (psi/ bar)
courant d’arc
(Air) (psi/bar)
(Air) (psi/bar)
% du débit de gaz plasma
Pression du
Pression d’entrée
Pression d’entrée
Débit préliminaire
Marche
gaz secondaire
Réglage du
du gaz plasma
du gaz secondaire
(% H35)
(% H35)
(N
2
) (psi/ bar)
courant d’arc
(H35) (psi/bar)
(N
2
) (psi/bar)
71
71
50/3,5
200 A
90/6,2
90/6,2
(33 l/min)
GOUGEAGE
* Voir Section 7 pour l’installation et opération avec tubulure d’argon-hydrogène.
29
29
50/3,5
200 A
120/8,3
90/6,2
(14 l/min)
GOUGEAGE