Air / air, Aluminium, 75 mm sous l’eau au-dessus de l’eau – Hypertherm HySpeed HT2000 Plasma Arc Cutting System Rev.24 Manuel d'utilisation
Page 113: Fonctionnement, 100 a plasma air / gaz secondaire air
FONCTIONNEMENT
23
6-32
HySpeed HT2000
Mode d’emploi
Aluminium
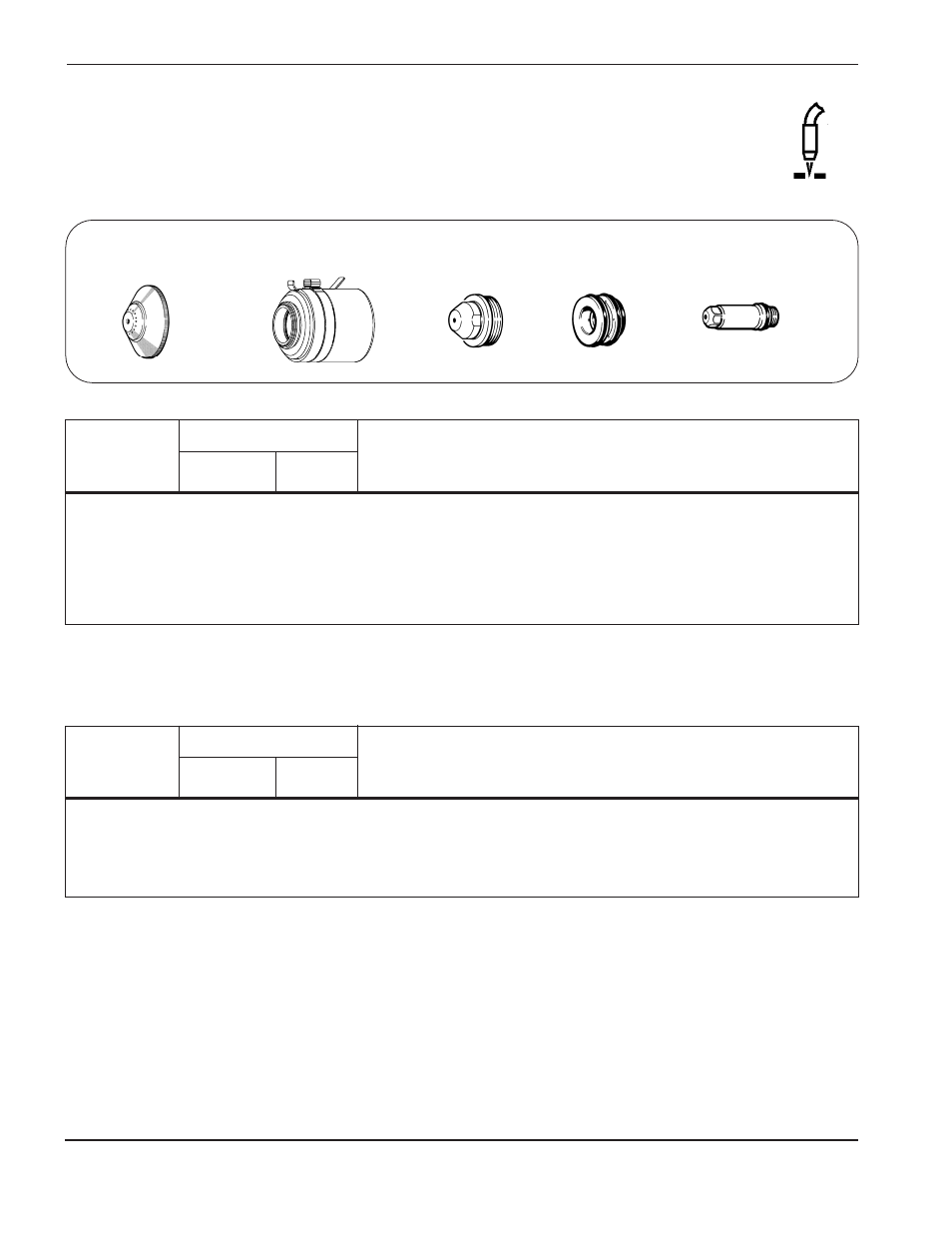
100 A Plasma air / Gaz secondaire air
Cette combinaison de gaz donne une bonne vitesse de découpage avec peu de bavures,
et est très économique.
020448
Protecteur
120837
Couvercle de retenue
020611
Buse
020607
Anneau de gaz
120547
Électrode
% du débit
Pression
Distance Hauteur
de
Réglage
Délai
de gaz plasma
du gaz
torche-
perçage initiale
de tension
Vitesse de
approx. de
Epaisseur
Débit préliminaire
Marche
secondaire
pièce
de la torche
d’arc
déplacement
mouvement
du métal
(%Air)
(%Air)
(Air) (psi/ bar)
(mm)
(mm)
(V)
(mm/min)
(sec)
% du débit
Pression
Distance Hauteur
de
Réglage
Délai
de gaz plasma
du gaz
torche-
perçage initiale
de tension
Vitesse de
approx. de
Epaisseur
Débit préliminaire
Marche
secondaire
pièce
de la torche
d’arc
déplacement
mouvement
du métal
(%Air)
(%Air)
(Air) (psi/ bar)
(mm)
(mm)
(V)
(mm/min)
(sec)
DECOUPAGE
1
⁄
8
"
3 mm
48
39
60/4
2,5
5
135
2800
3
⁄
16
"
5 mm
3
6
140
2290
0,5
1
⁄
4
"
6 mm
26
21
130
3
6
145
1780
0,5
3
⁄
8
"
10 mm
l/min
l/min
l/min
3
6
145
1270
0,5
1
⁄
2
"
12 mm
3
6
150
1010
5
⁄
8
"
15 mm
4
8
155
760
3
⁄
4
"
20 mm
5
10
160
635
Notes : Régler la pression d’entrée du gaz plasma à 90 lb/po
2
(6,2 bars).
Régler la pression d’entrée du gaz de protection à 90 lb/po
2
(6,2 bars).
Le coupage de production de plus de 10 mm d’épaisseur n’est pas recommandé.
1
⁄
8
"
2 mm
48
39
70/4,8
2
4
135
2650
3
⁄
16
"
5 mm
3
6
140
2050
0,5
1
⁄
4
"
6 mm
25
21
130
3
6
145
1510
0,5
3
⁄
8
"
10 mm
l/min
l/min
l/min
3
6
150
1000
0,5
1
⁄
2
"
12 mm
3
6
155
750
75 mm sous l’eau
Au-dessus de l’eau