Hypertherm HD3070 Plasma Arc Cutting System w/ Automatic Gas Console Manuel d'utilisation
Page 30
FONCTIONNEMENT
2-16
HD3070
avec console automatique Manuel de l’opérateur
12/20/99
Option de refoulement pour purger les tuyaux de liquide de refroidissement
Avant de déposer la torche PAC184 ou PAC186, l’opérateur peut purger le liquide de refroidissement de la torche
qui se trouve à l’intérieur des tuyaux en le refoulant dans son réservoir. Ainsi, le liquide ne s’égouttera pas quand
l’opérateur débranchera la torche du raccord rapide. Après avoir replacé la torche, on doit remplir à nouveau les
tuyaux de liquide de refroidissement. La marche à suivre est indiquée ci-après.
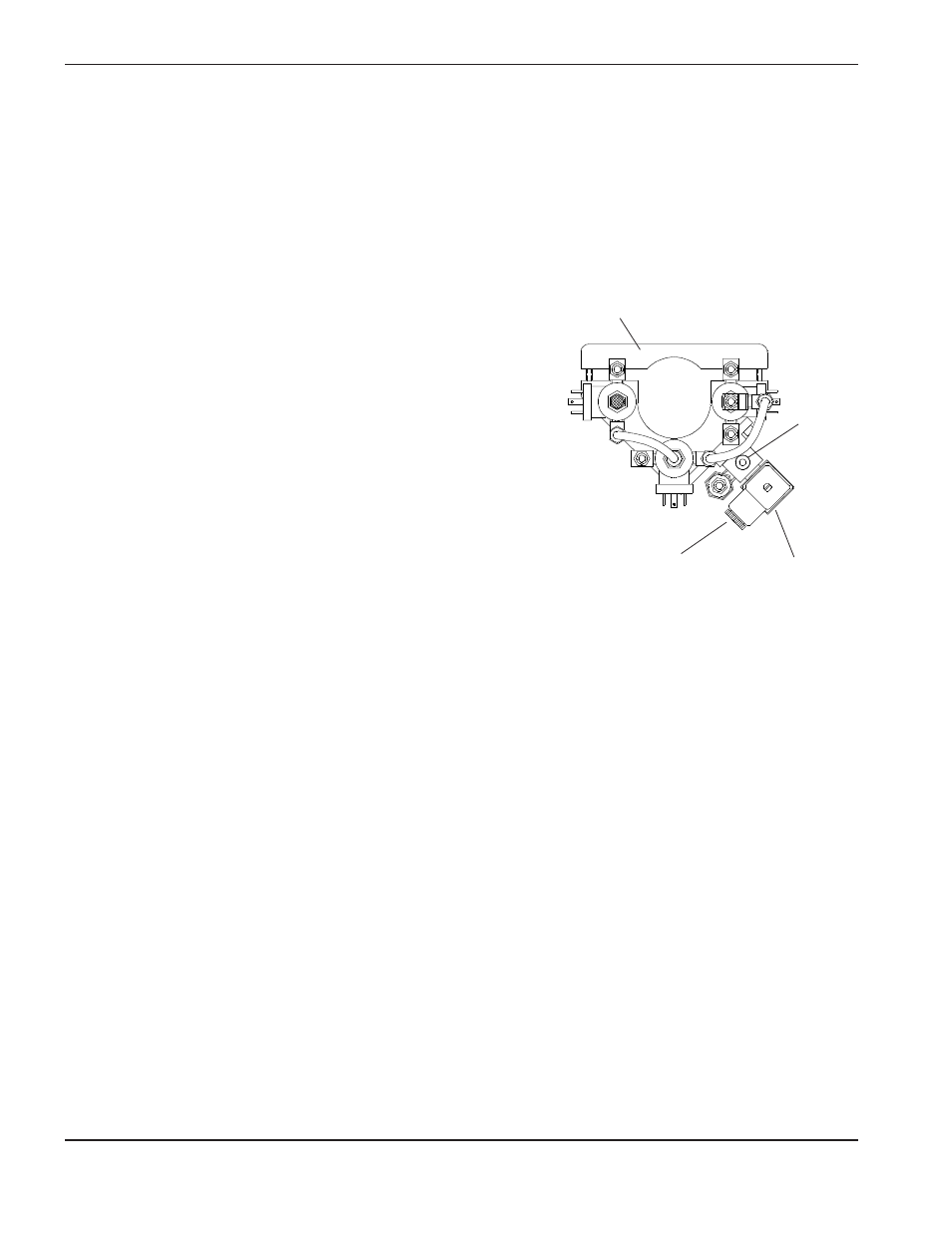
électrovanne de
refoulement
prise
120 V c.a.
l’entrée
d’air
bloc
électrovannes
Figure 2-9
Installation de purge du
liquide de refroidissement
Purge des tuyaux de liquide de refroidissement
(refoulement)
1. Arrêter la source de courant sur le panneau de commande ou
à partir de la CNC.
2. Au bloc d’électrovannes (Figure 2-9) brancher un tuyau
d’air de 1/4 po (6,4 mm) à l’entrée d’air.
3. Connecter le câble d’alimentation 120 V c.a. provenant de la
CNC ou d’une autre source à l’électrovanne de refoulement.
4. Alimenter l’entrée d’air à une pression d’environ 1,4 bar
(20 psi). L’air d’alimentation doit être pur, sec et exempt
d’huile de façon à ne pas contaminer le liquide de
refroidissement.
5. Appliquer un signal de 120 V c.a. pendant environ 3 secondes
pour ouvrir l’électrovanne afin de purger le liquide de
refroidissement des tuyaux. Il n’est pas nécessaire
d’effectuer la purge pendant plus de 3 secondes.
6. Une fois que les tuyaux de liquide de refroidissement ont été
purgés, débrancher la torche du raccord rapide.
Remplissage des tuyaux de liquide de refroidissement
1. Rebrancher la torche au raccord rapide.
2. Mettre la source de courant sous tension sur le panneau de commande ou à partir de la CNC.
Si l’on met la source de courant sous tension sur le panneau de commande, appuyer sur le bouton-poussoir
POWER ON jusqu’à ce que la DEL COOLANT FLOW s’allume. Si l’on met la source de courant sous tension
depuis la CNC, maintenir le signal d’alimentation jusqu’à ce que la DEL COOLANT FLOW s’allume.
Quand la DEL COOLANT FLOW s’allume, relâcher le bouton POWER ON sur la source de courant ou le signal
d’alimentation de la CNC. Le voyant POWER ON vert doit rester allumé, ce qui indique que le système fonctionne
normalement.
(La DEL COOLANT FLOW reste éteinte jusqu’à ce que le liquide de refroidissement ait expulsé entièrement l’air
des tuyaux de refroidissement de la torche et qu’il retourne dans le réservoir. Toutefois, il peut se former une poche
d’air dans les tuyaux de liquide de refroidissement qui comportent trop de coudes, même si la DEL COOLANT
FLOW s’allume et que le système semble prêt à fonctionner. La torche peut perdre son refroidissement
momentanément en raison de l’air emprisonné, ce qui peut l’endommager.)