Programmer un contour simple, 3 pr ogr ammer la pr emièr e pièce – HEIDENHAIN TNC 620 (73498x-01) ISO programming Manuel d'utilisation
Page 40
40
Premier pas avec la TNC 620
1
.3 Pr
ogr
ammer la pr
emièr
e
pièce
Programmer un contour simple
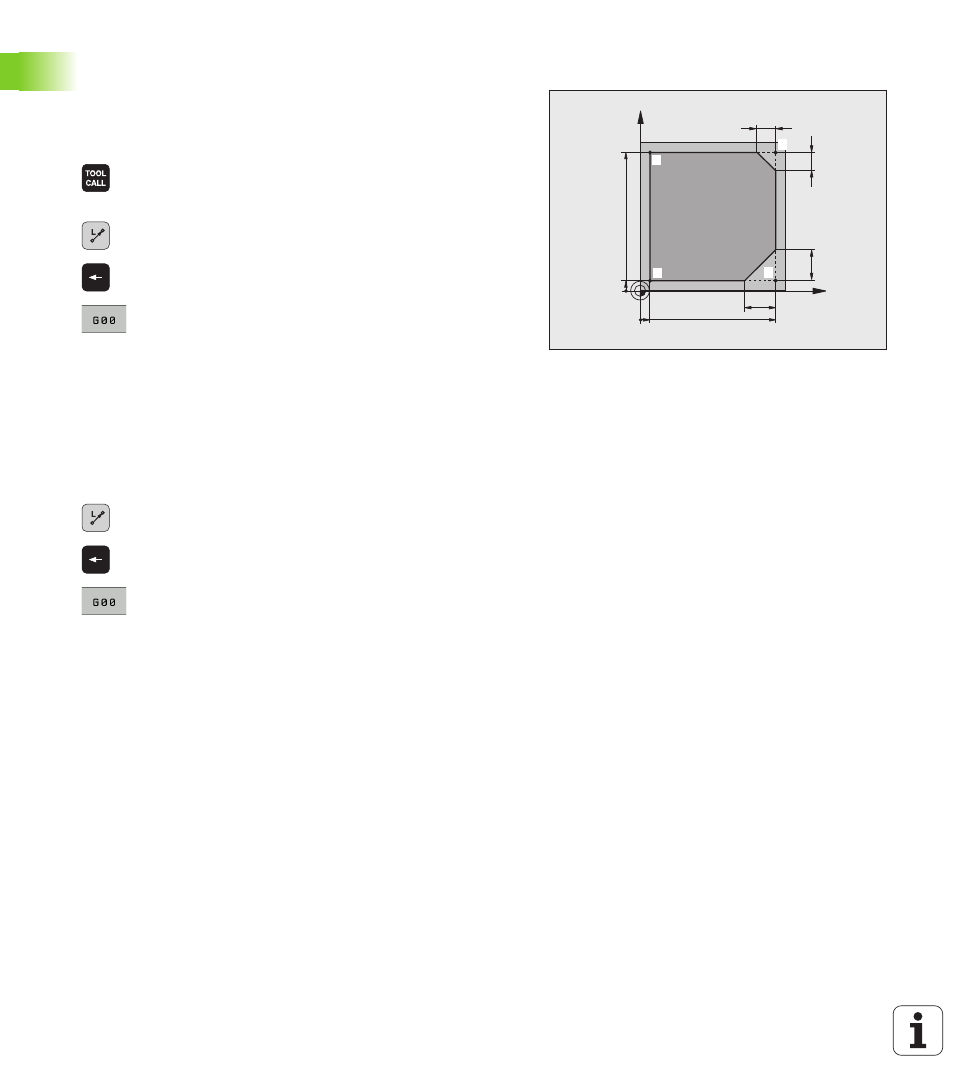
Le contour de la figure de droite doit être usiné en une seule passe à
la profondeur de 5 mm. La pièce brute a déjà été définie. Après
l'ouverture du dialogue avec une touche de fonction, introduisez
toutes les données demandées en haut de l'écran par la TNC.
U
Appeler l'outil : introduisez les données de l'outil.
Validez la saisie avec la touche ENT. Ne pas oublier
l'axe d'outil
U
Appuyer sur la touche L pour ouvrir une séquence de
déplacement linéaire
U
Commutez dans la zone des fonctions G avec la
touche fléchée gauche
U
Choisir la softkey G0 pour un déplacement en avance
rapide
U
Dégager l'outil : appuyer sur la touche d'axe orange Z
pour dégager l'axe d'outil et introduisez la valeur de la
position à atteindre, p. ex. 250. Valider avec la touche
ENT
U
Correct.rayon : RL/RR/sans corr.?
Valider avec la
touche ENT : ne pas activer la correction de rayon
U
Fonction auxiliaire M?
Valider avec la touche END :
la TNC mémorise la séquence de déplacement
U
Appuyer sur la touche L pour ouvrir une séquence de
déplacement linéaire
U
Commutez dans la zone des fonctions G avec la
touche fléchée gauche
U
Choisir la softkey G0 pour un déplacement en avance
rapide
U
Prépositionner l'outil dans le plan d'usinage : appuyez
sur la touche d'axe orange X et introduisez la valeur
de la position à atteindre, p. ex. -20
U
Appuyez sur la touche d'axe orange Y et introduisez la
valeur correspondant à la position à atteindre, p. ex. -
20. Valider avec la touche ENT
U
Correct.rayon : RL/RR/sans corr.?
Valider avec la
touche ENT : ne pas activer la correction de rayon
U
Fonction auxiliaire M?
Valider avec la touche END :
la TNC mémorise la séquence de déplacement
X
Y
9
5
95
5
10
10
20
20
1
4
2
3