4 cont our nag e s – coor données car tésiennes – HEIDENHAIN iTNC 530 (340 49x-03) ISO programming Manuel d'utilisation
Page 221
iTNC 530 HEIDENHAIN
221
6.4 Cont
our
nag
e
s – Coor
données car
tésiennes
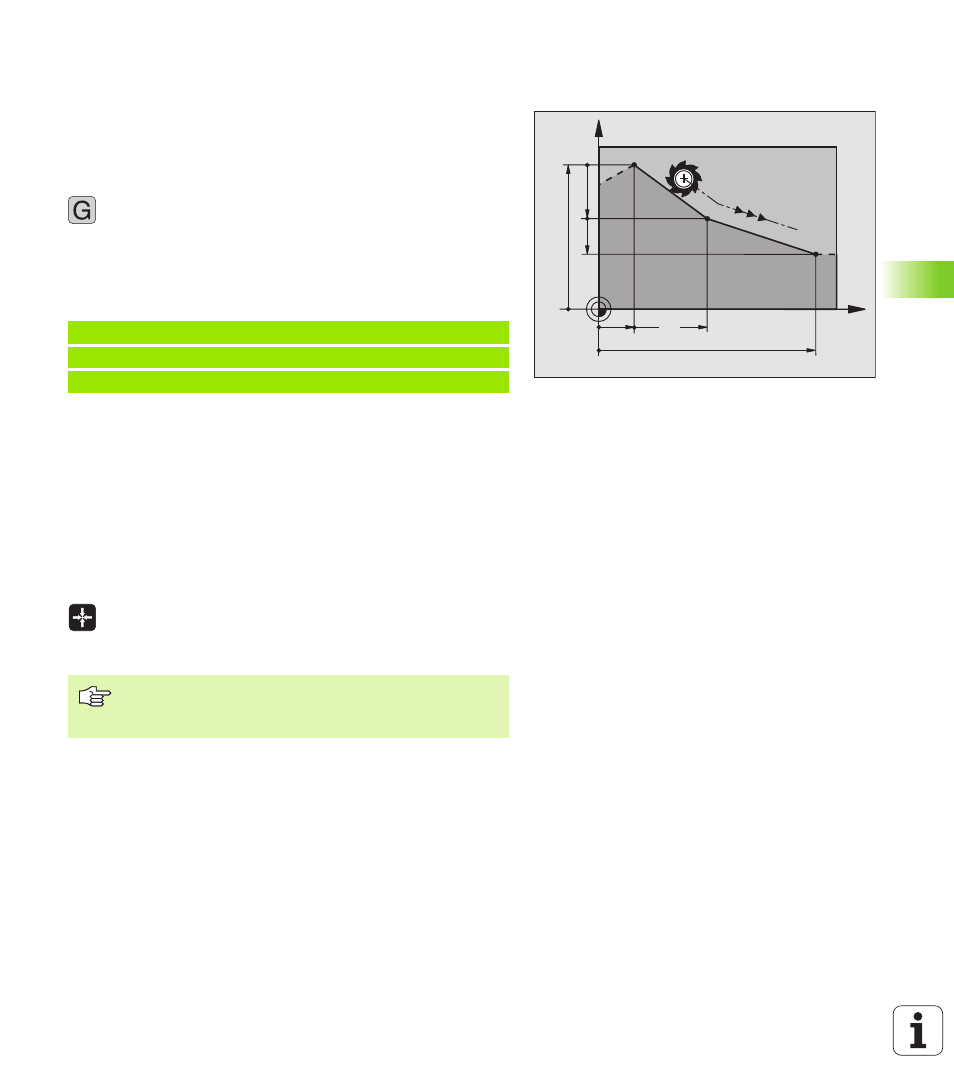
Droite en avance rapide G00
Droite en avance d'usinage G01 F. . .
La TNC déplace l'outil sur une droite allant de sa position actuelle
jusqu'au point final de la droite. Le point initial correspond au point final
de la séquence précédente.
DIN/ISO
8
Coordonnées
du point final de la droite
Si nécessaire:
8
Correction de rayon G40/G41/G42
8
Avance F
8
Fonction auxiliaire M
Exemple de séquences CN
Prise en compte de la position effective (transfert du point
courant)
Vous pouvez aussi générer une séquence linéaire (séquence G01)
avec la touche „PRISE EN COMPTE DE POSITION EFFECTIVE“:
8
Déplacez l'outil en mode Manuel jusqu'à la position qui doit être
prise en compte
8
Commutez l'affichage de l'écran sur Mémorisation/édition de
programme
8
Sélectionner la séquence de programme derrière laquelle doit être
insérée la séquence
8
Appuyer sur la touche „PRISE EN COMPTE
POSITION EFFECTIVE“. La TNC génère une
séquence G01 ayant les coordonnées de la position
effective
X
Y
60
15
40
10
10
20
N70 G01 G41 X+10 Y+40 F200 M3 *
N80 G91 X+20 Y-15 *
N90 G90 X+60 G91 Y-10 *
Vous définissez avec la fonction MOD le nombre d'axes
que la TNC mémorise dans la séquence G01
(cf. „Sélectionner la fonction MOD”, page 604).
1