HEIDENHAIN CNC Pilot 4290 Pilot Manuel d'utilisation
Page 69
69
Cy
cles de t
our
nag
e
avec suivi du contour
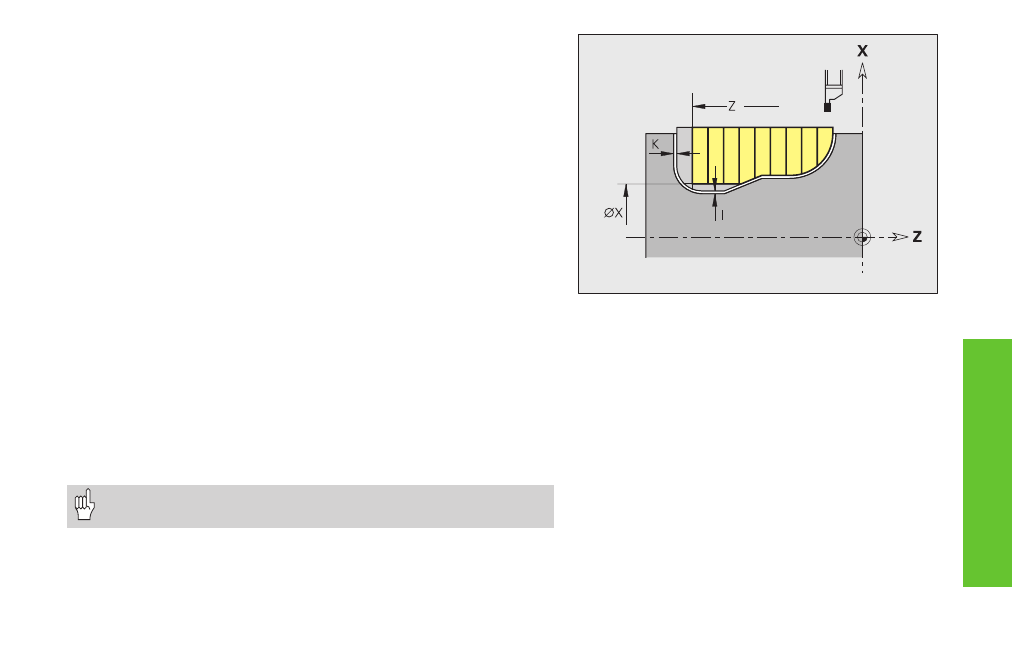
Gorge de contour G860
G860 usine (plonge) axialement/radialement la zone de contour décrite
par „NS, NE“.
Paramètres
NS, NE: Numéro de séquence de début, de fin (référence à la section de
contour) ou NS = référence à une gorge définie avec G22-/G23-Géo)
I, K:
Surépaisseurs (I cote de diamètre) – par défaut: 0
Q:
Déroulement – par défaut: 0
■
Q=0: ébauche et finition
■
Q=1: ébauche seulement
■
Q=2: finition seulement
X/Z:
Limitation de coupe (cote de diamètre X)
V:
Définition chanfrein/arrondi au début/à la fin de la section de
contour - par défaut: 0
Chanfrein/arrondi sera usiné:
■
V=0: au début et à la fin
■
V=1: au début
■
V=2: à la fin
■
V=3: pas d'usinage
E:
Avance de finition – pas d'introduction: avance active
H:
Type de dégagement en fin de cycle – par défaut: 0
■
H=0: retour au point initial (gorge axiale: sens Z puis sens X);
gorge radiale: sens X puis sens Z)
■
H=1: positionne l'outil devant le contour fini
■
H=2: relève l'outil à la distance de sécurité et arrête
• La correction du rayon de la dent sera exécutée
• Les surépaisseurs (G57/G58) seront prises en compte