Air plasma / air protection – Hypertherm MAX200 Hand Torch Plasma Arc Cutting System Manuel d'utilisation
Page 56
15
FONCTIONNEMENT
2-42
MAX200
(torche machine) Manuel de l’opérateur
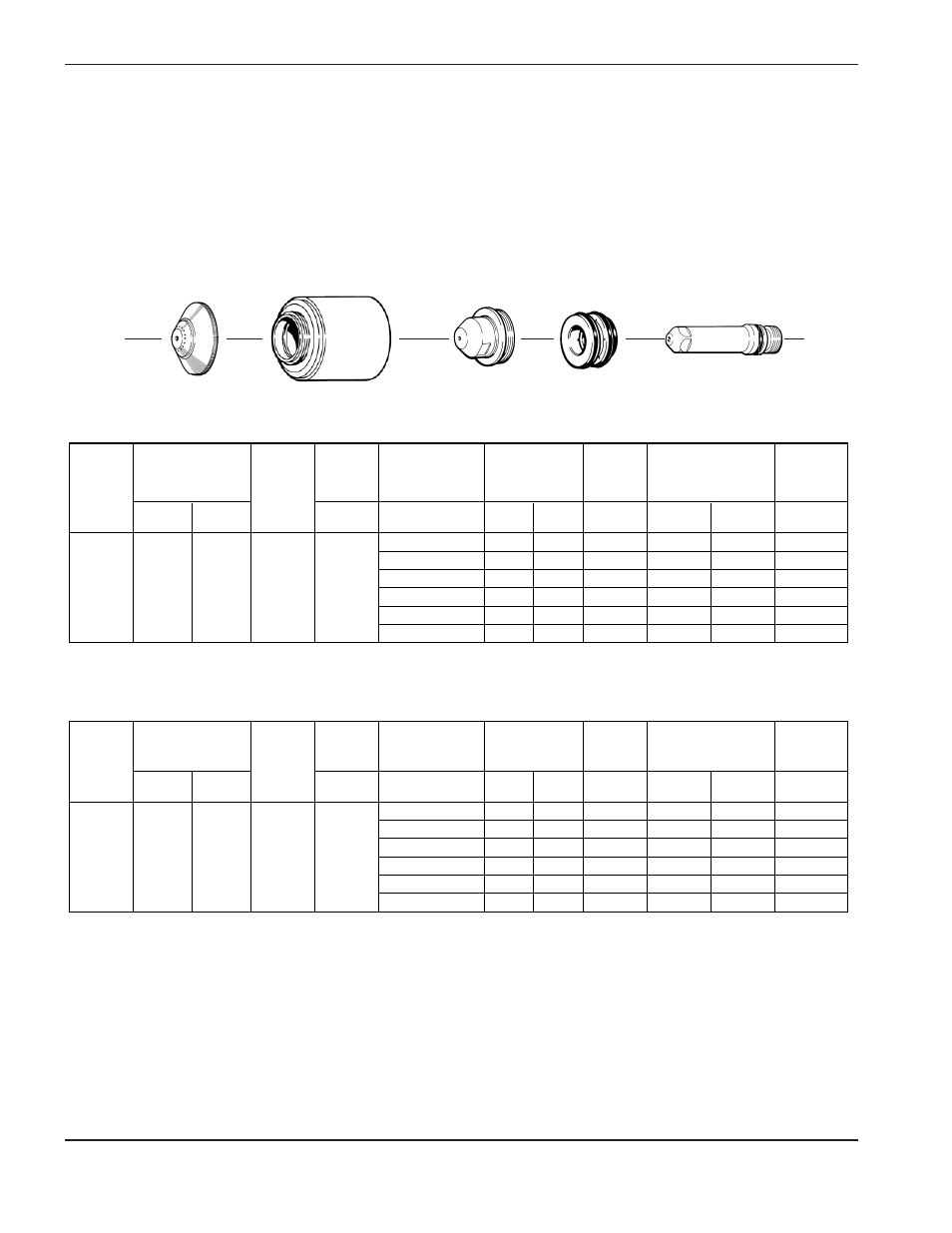
Aluminium – 75 mm sous eau
200 A
•
Air plasma / air protection
Cette combinaison de gaz donne une bonne vitesse de coupe, de faibles quantités de scories et est très
économique.
Régler la pression d’entrée du gaz plasma à 90 lb/po
2
(6,2 bars).
Régler la pression d’entrée du gaz de protection à 90 lb/po
2
(6,2 bars).
Si le faisceau fait plus de 15 m, augmenter la pression TEST de 0,34 bar pour chaque longueur supplémentaire de faisceau de
torche de 15 m.
020424
Protecteur
020608
Buse
020423
Buse de protection
220021
Électrode
020607
Diffuseur
3/16
1/8
3
135
210
5300
0,5
1/4
1/8
3
140
170
4300
1,0
3/8
1/8
3
145
125
3150
2,0
1/2
1/8
3
150
90
2240
2,5
5/8
,16
4
155
65
1650
3,0
3/4
3/16
5
160
45
1150
3,0
5
3
1/8
135
5300
210
0,5
6
3
1/8
140
4300
170
1,0
10
3
1/8
145
3150
125
2,0
12
3
1/8
150
2240
90
2,5
15
4
,16
155
1650
65
3,0
20
5
3/16
160
1150
45
3,0
31
3,0-3,3
4,0-4,3
132
4,8
66
44-48
58-62
280
70
% du débit
de gaz
plasma
(SCFH)
% du débit
de gaz
plasma
(l/min)
% du débit
du gaz
secondaire
(SCFH)
% du débit
du gaz
secondaire
(l/min)
Pression
gaz de
protection
Pression
gaz de
protection
Epaisseur
du métal
Epaisseur
du métal
Distance
torche-pièce
Distance
torche-pièce
Réglage
de tension
d’arc
Vitesse
de déplacement
Vitesse
de déplacement
Délai
approx. de
mouvement
Délai
approx. de
mouvement
(pouce)
(pouce)
(pouce)
(pouce/min)
(pouce/min)
(V)
Réglage
de tension
d’arc
(V)
(sec)
(sec)
Pression gaz plasma
Pression gaz plasma
SYSTÈME ANGLAIS
SYSTÈME MÉTRIQUE
Test
(psi)
Run
(psi)
(psi)
(mm)
(mm/min)
Test
(bar)
Run
(bar)
(bar)
(mm)
(mm)
(mm/min)