Air plasma / air protection – Hypertherm MAX200 Hand Torch Plasma Arc Cutting System Manuel d'utilisation
Page 40
15
FONCTIONNEMENT
2-26
MAX200
(torche machine) Manuel de l’opérateur
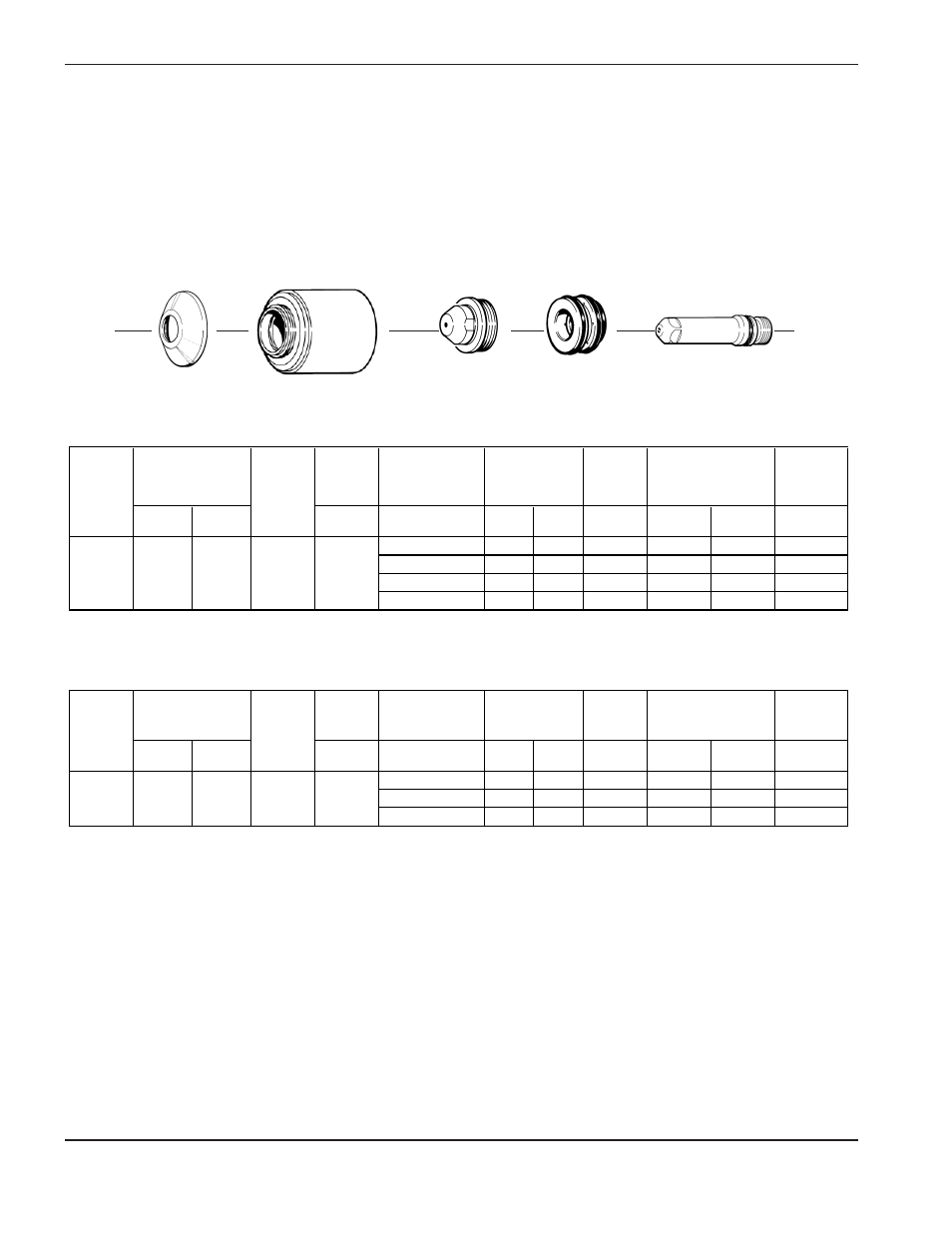
Aluminium – au-dessus de l’eau
40 A
•
Air plasma / air protection
Cette combinaison de gaz donne une bonne vitesse de coupe, de faibles quantités de scories et est très
économique.
Régler la pression d’entrée du gaz plasma à 90 lb/po
2
(6,2 bars).
Régler la pression d’entrée du gaz de protection à 90 lb/po
2
(6,2 bars).
Si le faisceau fait plus de 15 m, augmenter la pression TEST de 0,34 bar pour chaque longueur supplémentaire de faisceau de
torche de 15 m.
* Le coupage de production de plus de 3 mm d’épaisseur n’est pas recommandé.
020514
Protecteur
020689
Buse
020423
Buse de protection
220021
Électrode
020613
Diffuseur
3/32
3/32
2,5
120
140
3550
0,0
1/8
3/32
2,5
130
100
2550
0,5
1/4
1/8
3
140
35
900
*
3/8
1/8
3
150
15
350
*
3
2,5
3/32
130
2550
100
0,5
6
3
1/8
140
900
35
*
10
3
1/8
150
350
15
*
60
25
16-20
56-60
275
12
1,1-1,4
3,9-4,1
129
4,0
% du débit
de gaz
plasma
(SCFH)
% du débit
de gaz
plasma
(l/min)
% du débit
du gaz
secondaire
(SCFH)
% du débit
du gaz
secondaire
(l/min)
Pression
gaz de
protection
Pression
gaz de
protection
Epaisseur
du métal
Epaisseur
du métal
Distance
torche-pièce
Distance
torche-pièce
Réglage
de tension
d’arc
Vitesse
de déplacement
Vitesse
de déplacement
Délai
approx. de
mouvement
Délai
approx. de
mouvement
(pouce)
(pouce)
(pouce)
(pouce/min)
(pouce/min)
(V)
Réglage
de tension
d’arc
(V)
(sec)
(sec)
Pression gaz plasma
Pression gaz plasma
SYSTÈME ANGLAIS
SYSTÈME MÉTRIQUE
Test
(psi)
Run
(psi)
(psi)
(mm)
(mm/min)
Test
(bar)
Run
(bar)
(bar)
(mm)
(mm)
(mm/min)