Plasma / co, Protection – Hypertherm MAX200 Hand Torch Plasma Arc Cutting System Manuel d'utilisation
Page 42
15
FONCTIONNEMENT
2-28
MAX200
(torche machine) Manuel de l’opérateur
Aluminium – au-dessus de l’eau
200 A
•
N
2
plasma / CO
2
protection
On utilise cette combinaison de gaz quand la qualité de l’arête de coupe est moins importante. Cette
combinaison de gaz prolonge la durée de vie de l’électrode.
Régler la pression d’entrée du gaz plasma à 120 lb/po
2
(8,3 bars).
Régler la pression d’entrée du gaz de protection à 90 lb/po
2
(6,2 bars).
Si le faisceau fait plus de 15 m, augmenter la pression TEST de 0,34 bar pour chaque longueur supplémentaire de faisceau de
torche de 15 m.
* Le coupage de production de plus de 21 mm d’épaisseur n’est pas recommandé.
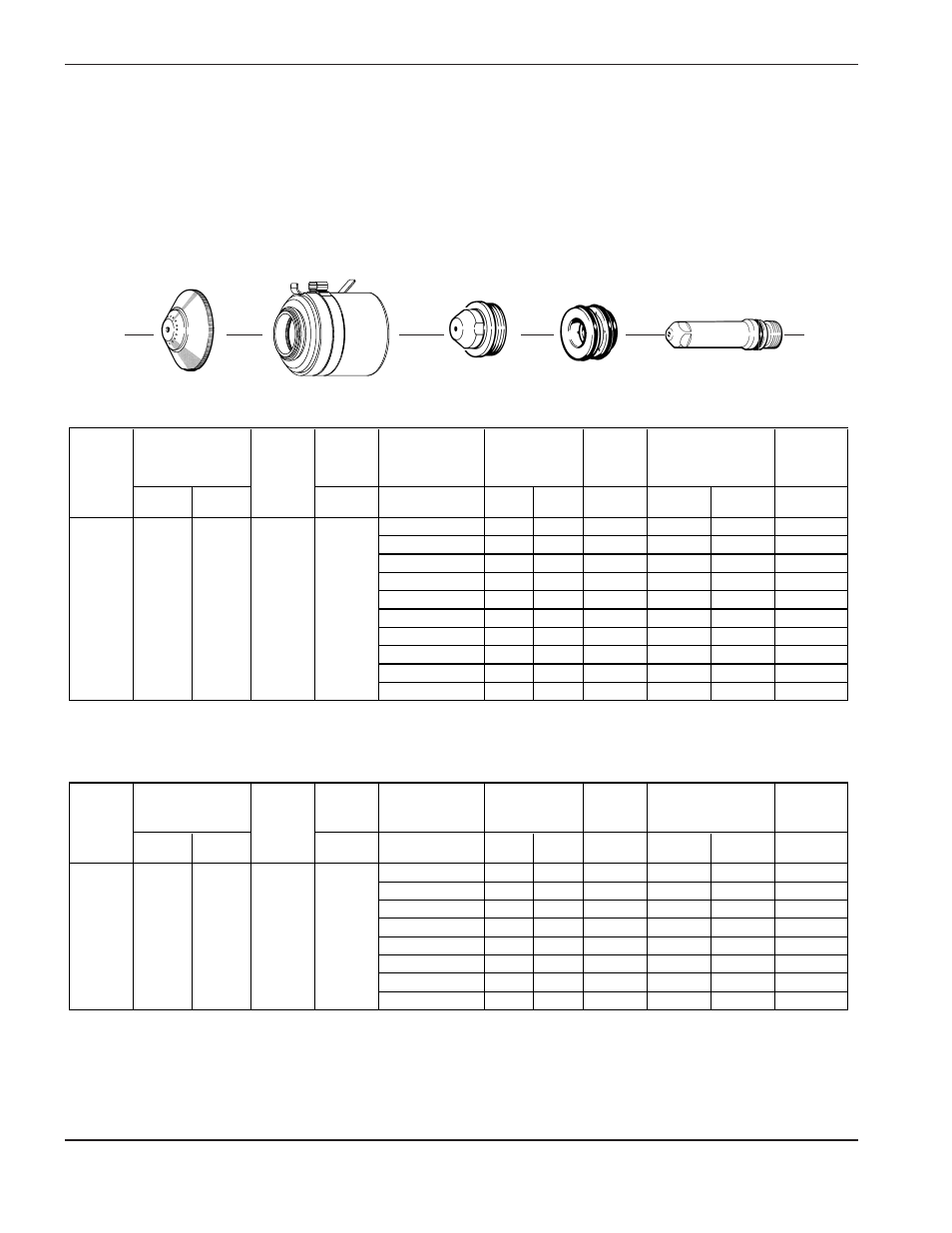
020424
Protecteur
020608
Buse
120837
Buse de protection
020415
Électrode
020607
Diffuseur
3/16
1/8
3
130
185
4700
0,5
1/4
1/8
3
135
160
4050
1,0
3/8
1/8
3
135
120
3050
2,0
1/2
1/8
3
140
95
2400
2,5
5/8
,16
4
140
70
1800
2,5
3/4
3/16
5
150
55
1400
3,0
7/8
1/4
6
160
42
10580
3,0
1
1/4
6
165
33
840
*
1-1/4
1/4
6
175
20
510
*
1-1/2
5/16
8
185
11
280
*
5
3
1/8
130
4700
185
0,5
6
3
1/8
135
4050
160
1,0
10
3
1/8
135
3050
120
2,0
12
3
,16
140
2400
95
2,5
15
4
,16
140
1800
70
2,5
20
5
3/16
150
1400
55
3,0
25
6
1/4
165
840
33
*
32
6
1/4
175
510
20
*
28
2,5-2,8
3,6-3,9
99
4,0
60
36-40
52-56
210
60
% du débit
de gaz
plasma
(SCFH)
% du débit
de gaz
plasma
(l/min)
% du débit
du gaz
secondaire
(SCFH)
% du débit
du gaz
secondaire
(l/min)
Pression
gaz de
protection
Pression
gaz de
protection
Epaisseur
du métal
Epaisseur
du métal
Distance
torche-pièce
Distance
torche-pièce
Réglage
de tension
d’arc
Vitesse
de déplacement
Vitesse
de déplacement
Délai
approx. de
mouvement
Délai
approx. de
mouvement
(pouce)
(pouce)
(pouce)
(pouce/min)
(pouce/min)
(V)
Réglage
de tension
d’arc
(V)
(sec)
(sec)
Pression gaz plasma
Pression gaz plasma
SYSTÈME ANGLAIS
SYSTÈME MÉTRIQUE
Test
(psi)
Run
(psi)
(psi)
(mm)
(mm/min)
Test
(bar)
Run
(bar)
(bar)
(mm)
(mm)
(mm/min)