Hypertherm Powermax125 Rev.1 Manuel d'utilisation
Page 85
Powermax125 Manuel de l’opérateur 808082
85
6 – Configuration de la torche machine
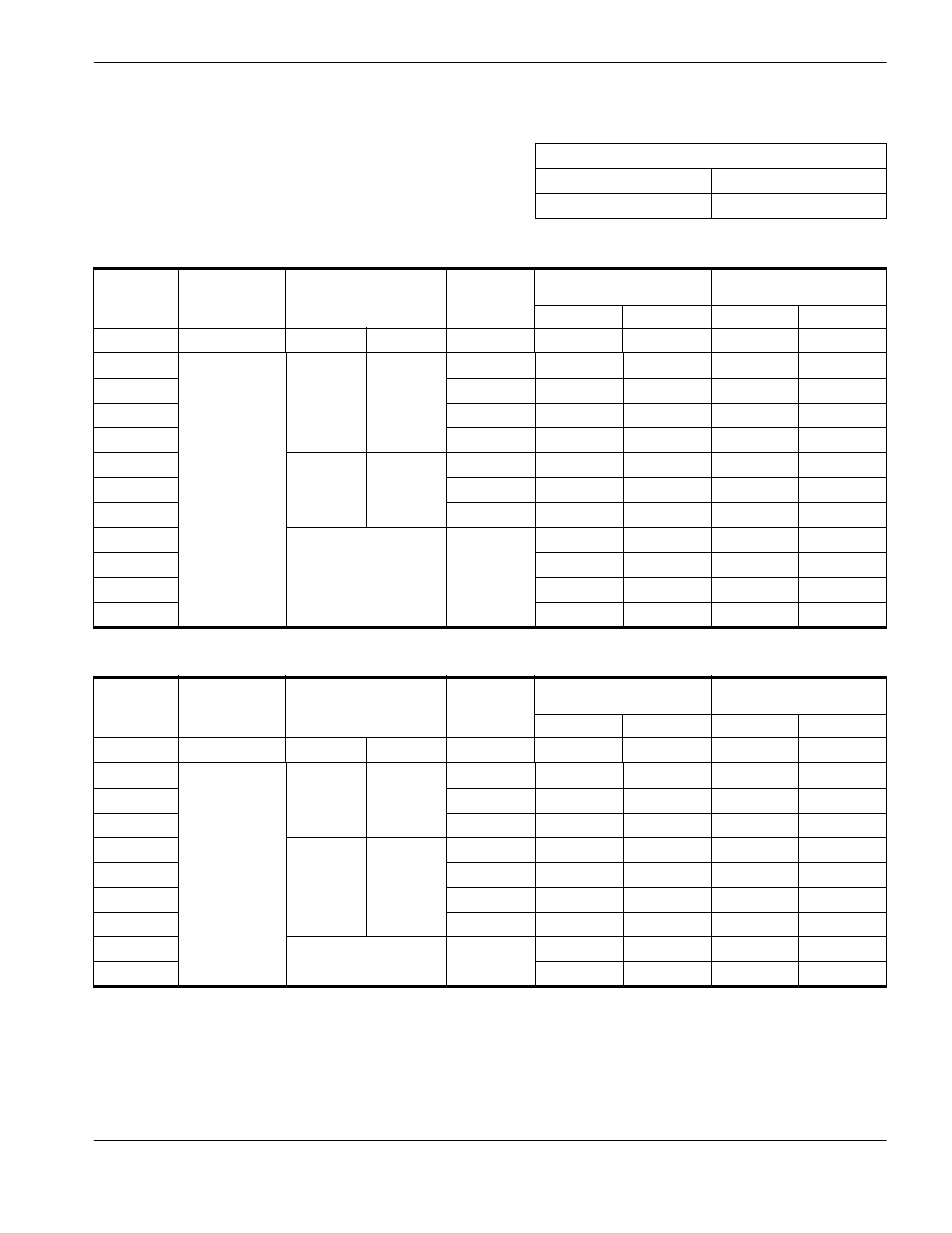
Consommables protégés 125 A pour la coupe – acier doux
Débit d’air – Ls/min / scfh
Chaud
260 / 550
Froid
345 / 730
Métrique
Épaisseur
du
matériau
Distance
torche-pièce
Hauteur de perçage
initiale
Délai de
perçage
Réglages de meilleure
qualité
Réglages de production
Vit. coupe
Tension
Vit. coupe
Tension
mm
mm
mm
%
secondes
mm/min
volts
mm/min
volts
6
4,6
9,2
200
0,2
4980
158
5960
155
8
0,3
3800
158
4570
157
10
0,4
2750
158
3330
158
12
0,5
2050
157
2510
157
16
11,5
250
0,6
1260
162
1660
164
20
2,0
980
165
1140
164
25
3,5
610
169
780
167
30
Amorçages de l’arête*
1,0
580
169
510
167
32
400
174
500
172
35
340
177
430
175
40
240
180
310
178
Impérial
Épaisseur
du
matériau
Distance
torche-pièce
Hauteur de perçage
initiale
Délai de
perçage
Réglages de meilleure
qualité
Réglages de production
Vit. coupe
Tension
Vit. coupe
Tension
pouces
pouces
pouces
%
secondes
po/min
volts
po/min
volts
1/4
0.18
0.36
200
0.2
188
158
225
155
3/8
0.4
114
158
138
158
1/2
0.5
75
158
93
158
5/8
0.45
250
0.6
50
162
66
164
3/4
0.8
42
164
48
163
7/8
2.0
31
168
37
166
1
3.5
23
169
30
167
1-1/4
Amorçages de l’arête*
1.0
16
174
20
172
1-1/2
11
179
14
177
* Il est possible de percer des épaisseurs allant jusqu’à 32 mm (1-1/4 po) si le logiciel CNC et le système de dispositif de réglage
en hauteur de la torche permet d’élever temporairement la torche afin de dégager le bain des bavures qui peuvent se former
pendant le perçage. Dans le logiciel CNC Phoenix d’Hypertherm par exemple, cette fonction est appelée « Hauteur saut au-dessus
du bain ». L’utilisation de cette fonction peut avoir une incidence sur la durée de service des consommables.