31 exemple de programmation, Exemple : épaulement avec gorge, Exemple de programmation – HEIDENHAIN TNC 640 (34059x-04) Cycle programming Manuel d'utilisation
Page 401: Exemple de programmation 13.31
Exemple de programmation 13.31
13
TNC 640 | Manuel d'utilisation Programmation des cycles | 7/2014
401
13.31
Exemple de programmation
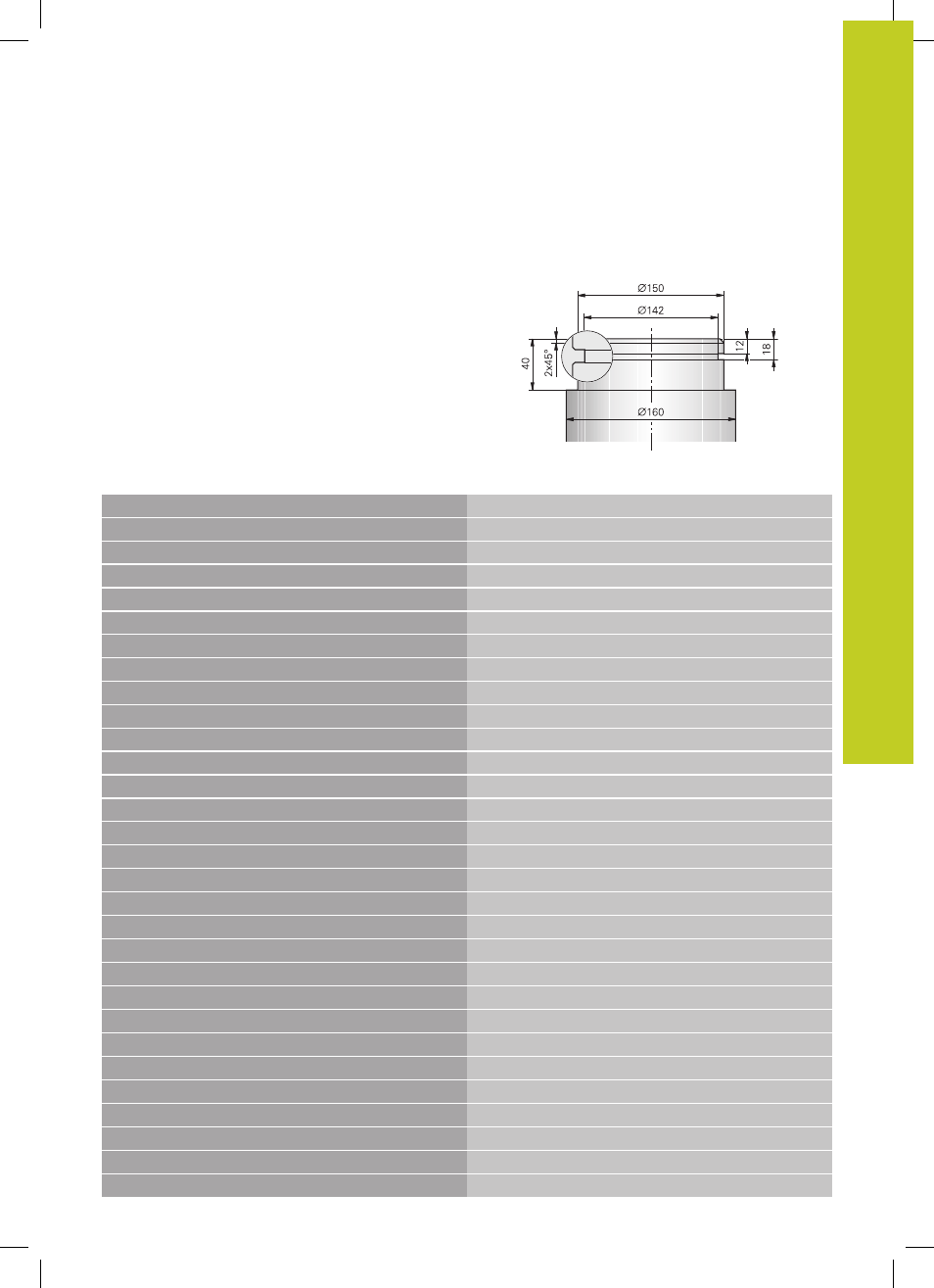
Exemple : épaulement avec gorge
0 BEGIN PGM EPAULEMENT MM
1 BLK FORM 0.1 Y X+0 Y-10 Z-35
Définition de la pièce brute
2 BLK FORM 0.2 X+87 Y+10 Z+2
3 TOOL CALL 12
Appel de l'outil
4 M140 MB MAX
Dégager l'outil
5 FUNCTION MODE TURN
Activer le mode tournage
6 FUNCTION TURNDATA SPIN VCONST:ON VC:150
Vitesse de coupe constante
7 CYCL DEF 800 CONFIGURATION TOURNAGE
Définition du cycle de configuration tournage
Q497=+0
;ANGLE PRECESSION
Q498 = +0
;INVERSER OUTIL
8 M136
Avance en mm par tour
9 L X+165 Y+0 R0 FMAX
Aborder le point initial dans le plan
10 L Z+2 R0 FMAX M304
Distance d'approche, marche broche de tournage
11 CYCL DEF 812 EPAUL. LONG. ETENDU
Définition du cycle Epaulement longitudinal
Q215=+0
;OPERATIONS D'USINAGE
Q460=+2
;DISTANCE D'APPROCHE
Q491=+160
;DEPART CONTOUR DIAMETRE
Q492=+0
;DEPART CONTOUR Z
Q493+150
;FIN DE CONTOUR DIAMETRE
Q494=-40
;FIN DE CONTOUR Z
Q495=+0
;ANGLE SURFACE PERIPH.
Q501=+1
;TYPE ELEMENT DEPART
Q502=+2
;TAILLE ELEMENT DEPART
Q500=+1
;RAYON COIN CONTOUR
Q496=+0
;ANGLE FACE TRANSV.
Q503=+1
;TYPE ELEMENT FINAL
Q504=+2
;TAILLE ELEMENT FINAL
Q463=+2.5
;PROF. COUPE MAX.
Q478=+0.25
;AVANCE EBAUCHE
Q483=+0.4
;SUREPAISSEUR DIAMETRE