Attention lors de la programmation – HEIDENHAIN TNC 320 (77185x-01) Cycle programming Manuel d'utilisation
Page 240
Cycles d'usinage : usinage ligne à ligne
10.5
SURFACAGE (cycle 233, DIN/ISO : G233)
10
240
TNC 320 | Manuel d'utilisation Programmation des cycles | 7/2014
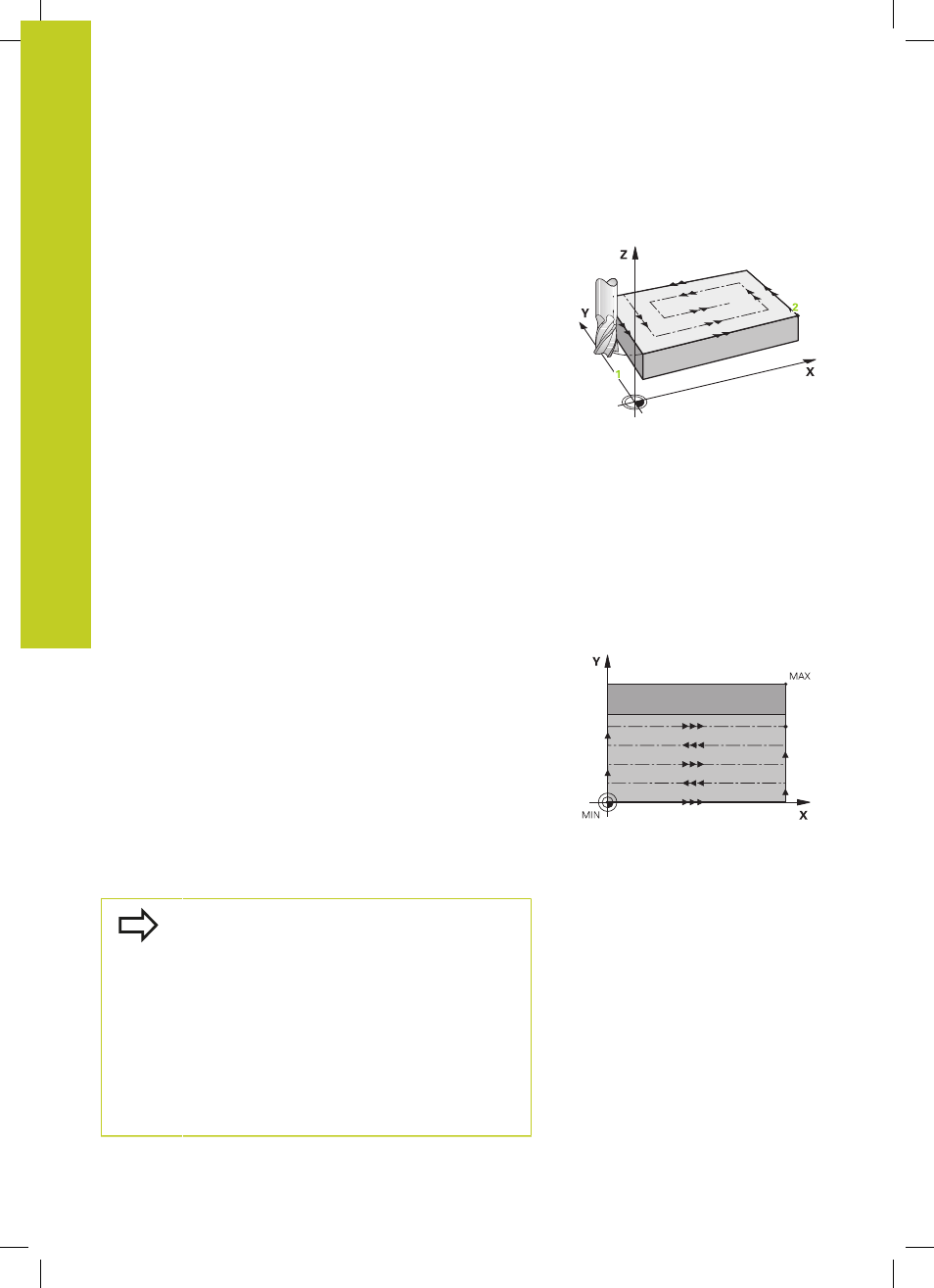
Stratégie Q389=4
4 L'outil se déplace ensuite au point de départ de la trajectoire
de fraisage avec l'
avance de fraisage programmée et un
mouvement d'approche tangentiel.
5 La TNC usine la surface transversale de l'extérieur vers
l'intérieur avec l'avance de fraisage et les trajectoires de
fraisage deviennent de plus en plus petites. Du fait de la
constance de la passe latérale, l'outil reste à tout moment
maîtrisable.
6 Le processus est répété jusqu'à ce que la surface programmée
soit intégralement usinée. Au bout de la dernière trajectoire, la
TNC positionne l'outil en avance rapide
FMAX jusqu'au point de
départ
1
.
7 Si plusieurs passes sont requises, la TNC déplace l'outil à
la profondeur de passe suivante dans l'axe de broche, avec
l'avance de positionnement.
8 Le processus est répété jusqu’à ce que toutes les passes
soient exécutées. Lors de la dernière passe, l'outil n'exécute
que l'usinage de la surépaisseur de finition, selon l'avance de
finition.
9 Pour terminer, la TNC ramène l'outil à la distance du saut de
bride avec
FMAX.
Limite
Les limites vous permettent de délimiter l'usinage de la surface
transversale pour tenir compte, par exemple, des parois latérales
ou des épaulements pendant l'usinage. Une paroi latérale définie
par une limite est usinée à la cote résultant du point de départ
ou du point final de la surface transversale. Pour l'ébauche, la
TNC tient compte de la surépaisseur latérale. Pour la finition, la
surépaisseur sert au prépositionnement de l'outil.
Attention lors de la programmation !
Prépositionner l'outil à la position de départ dans le
plan d'usinage avec correction de rayon
R0. Tenir
compte du sens d'usinage.
La TNC pré-positionne l'outil automatiquement dans
l'axe d'outil. Tenir compte du
saut de bride Q204.
Indiquer le
saut de bride Q204 de manière à ce que
qu'aucune collision ne se produise avec la pièce ou
les éléments de serrage.
Si la même valeur a été introduite pour le point initial
du 3ème axe Q227 et le point final du 3ème axe
Q386, la TNC n'exécute pas le cycle (profondeur = 0
programmé).