3 appr oc he et sor tie du cont our – HEIDENHAIN TNC 320 (340 551-02) Manuel d'utilisation
Page 127
TNC 320 HEIDENHAIN
127
6.3 Appr
oc
he et sor
tie du cont
our
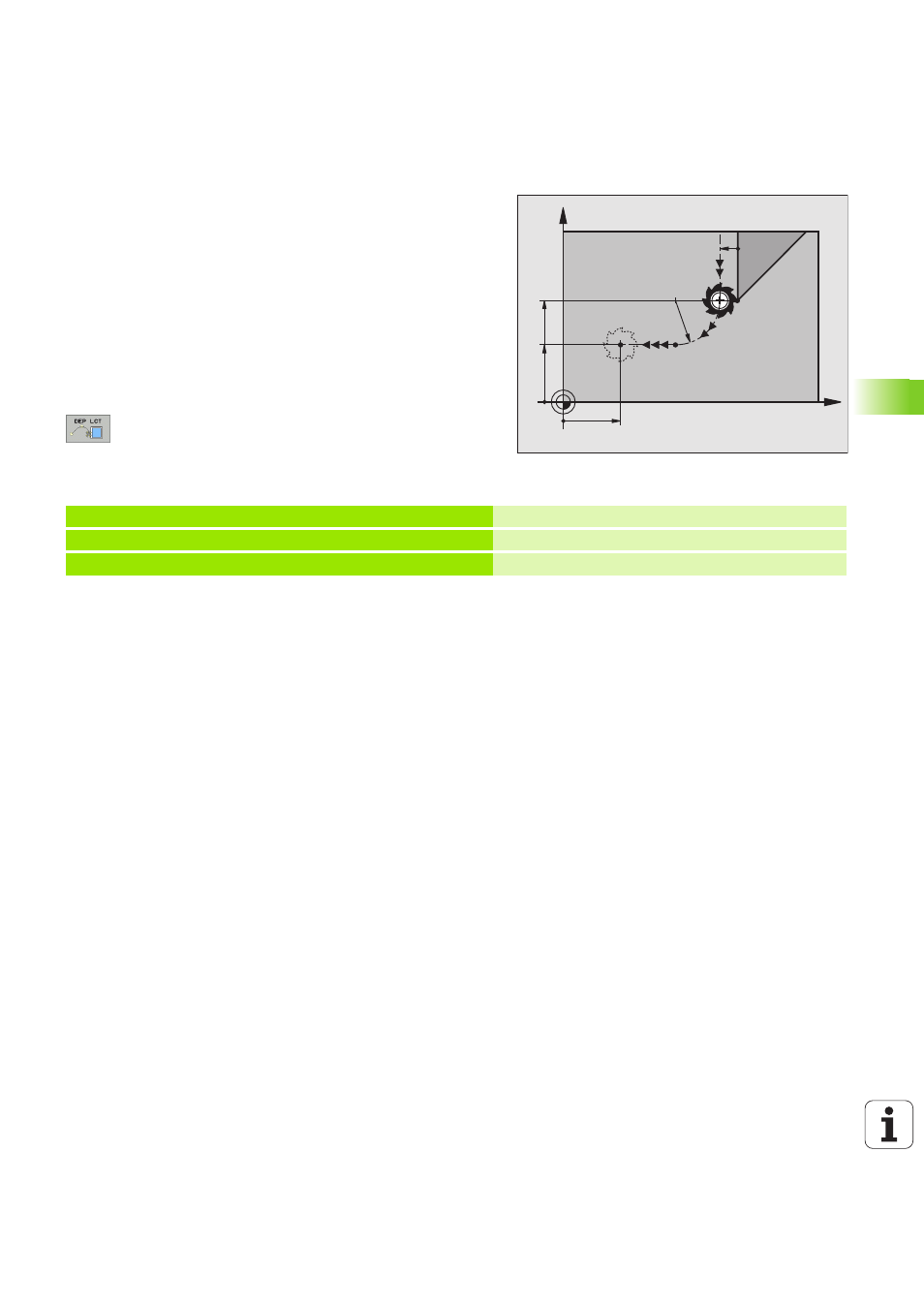
Sortie par une trajectoire circulaire avec
raccordement tangentiel au contour et segment
de droite: DEP LCT
La TNC guide l'outil sur une trajectoire circulaire allant du dernier point
du contour P
E
jusqu'à un point auxiliaire P
H
. Partant de là, il se déplace
sur une droite jusqu'au point final P
N
. Le dernier élément du contour
et la droite P
H
– P
N
se raccordent à la trajectoire circulaire par
tangentement. De ce fait, la trajectoire circulaire est définie clairement
par le rayon R..
8
Programmer le dernier élément du contour avec le point final P
E
et
la correction de rayon
8
Ouvrir le dialogue avec la touche APPR/DEP et la softkey DEP LCT:
8
Introduire les coordonnées du point final P
N
.
8
Rayon R de la trajectoire circulaire. Introduire R avec
son signe positif!
Exemple de séquences CN
X
Y
20
P
N
R0
P
E
RR
RR
12
10
R8
P
H
R0
23 L Y+20 RR F100
Dernier élément contour: P
E
avec correction rayon
24 DEP LCT X+10 Y+12 R+8 F100
Coordonnées P
N
, rayon trajectoire circulaire=8 mm
25 L Z+100 FMAX M2
Dégagement en Z, retour, fin du programme