4 cycles de fraisage – HEIDENHAIN CNC Pilot 4290 Description of the Y axis Manuel d'utilisation
Page 27
CNC PILOT 4290 HEIDENHAIN
27
2.3.4 Cycles de fraisage
2.3.4 Cycles de fraisage
Fraisage de contour G840
G840 fraise, finit, grave, ou ébavure des figures ou „contours
libres“ (contours ouverts ou fermés) des sections du programme:
■
FRONT_Y
(avec axe Y)
■
FACE_ARR._Y
(avec axe Y)
■
POURTOUR_Y
(avec axe Y)
Les opérations d'usinage avec l'axe Y sont réalisées de la même
manière que l'usinage avec l'axe C (cf. Manuel d'utilisation „
4.8.15
Cycles de fraisage“).
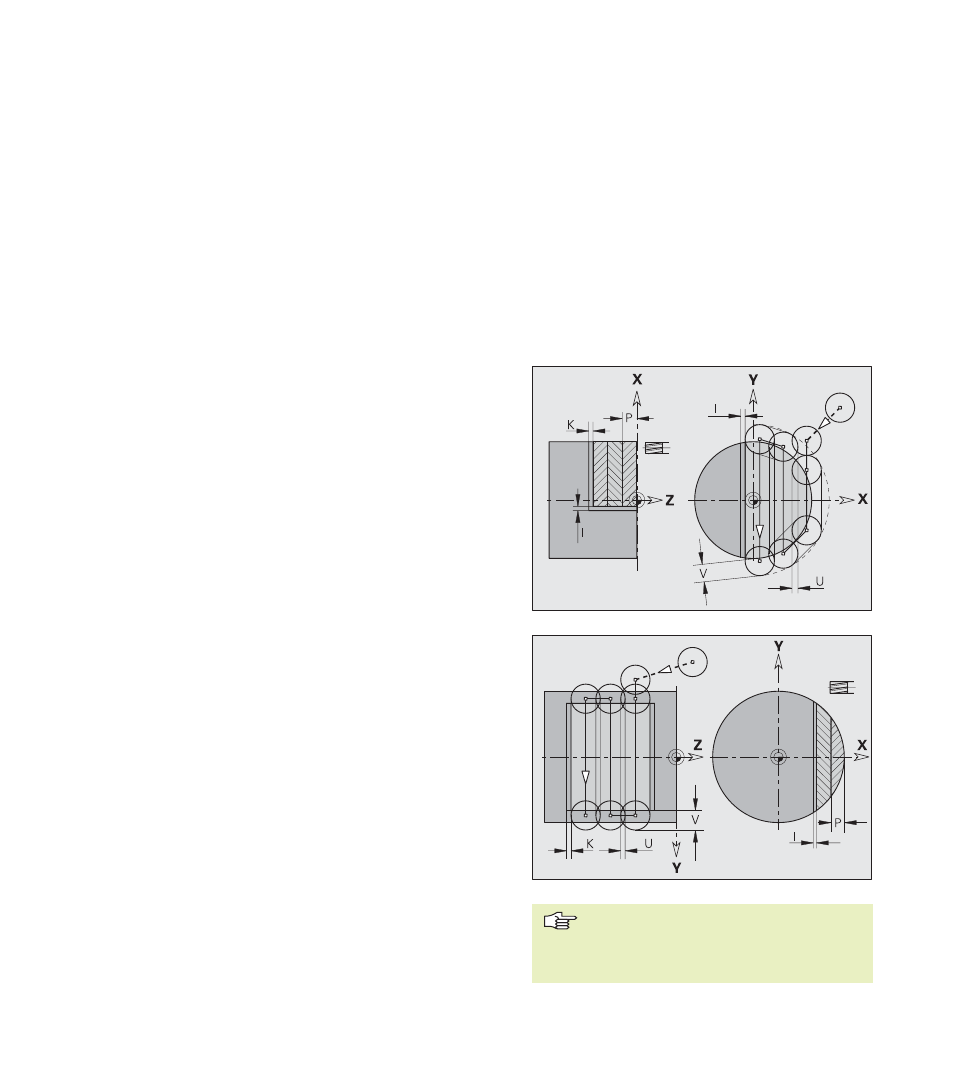
Surfaçage, ébauche G841
G841 effectue l'ébauche avec G376-Géo (plan XY) ou G386-Géo
(plan YZ) de surfaces définies. Le cycle fraisage de l'extérieur vers
l'intérieur.
„U“ définit le recouvrement des trajectoires de fraisage. „V“ définit
la valeur en fonction de laquelle la fraise doit dépasser le rayon ex-
terne (référence: diamètre de la fraise).
L'approche de la fraise a lieu en dehors de la matière.
Exécution du cycle
1 Position initiale (X, Y, Z, C) correspondant à la position avant le
cycle
2 calcule la répartition des passes (passes surfaces de fraisage,
passes fraisage en profondeur)
3 déplace l'outil à la distance de sécurité et avance pour la
première profondeur de fraisage
4 fraise la surface
5 relève l'outil à la distance de sécurité, se déplace et plonge pour
la profondeur de fraisage suivante
6 répète 4...5 jusqu'à ce que la totalité de la surface soit fraisée
7 rétracte l'outil en fonction du „plan de retrait J“
Paramètres
NS:
Numéro de séquence – référence à la définition du contour
P:
Profondeur de fraisage (max.) (plongée sur le plan de
fraisage)
I, K:
Surépaisseur dans le sens X, Z
U:
Facteur (min.) de recouvrement (recouvrement =
U*diamètre de la fraise) – par défaut: 0,5
V:
Facteur de dépassement (dépassement = V*diamètre de la
fraise) – par défaut: 0,5
F:
Avance de plongée (pour plongée en profondeur) – par
défaut: avance active
J:
Plan de retrait – pas d'introduction: l'outil retourne à la
position initiale
■
plan XY: position de retrait dans le sens Z
■
plan YZ: position de retrait dans le sens X (cote de
diamètre)
Les surépaisseurs sont prises en
compte (G57:
sens X, sens Z; G58: surépaisseur
équidistante dans le plan de fraisage).