Arc de cercle g182/g183-géo, 6 din plus: cont ours dans le plan yz – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Manuel d'utilisation
Page 33
CNC PILOT 4290 HEIDENHAIN
33
1
.6 DIN PLUS: Cont
ours dans le plan YZ
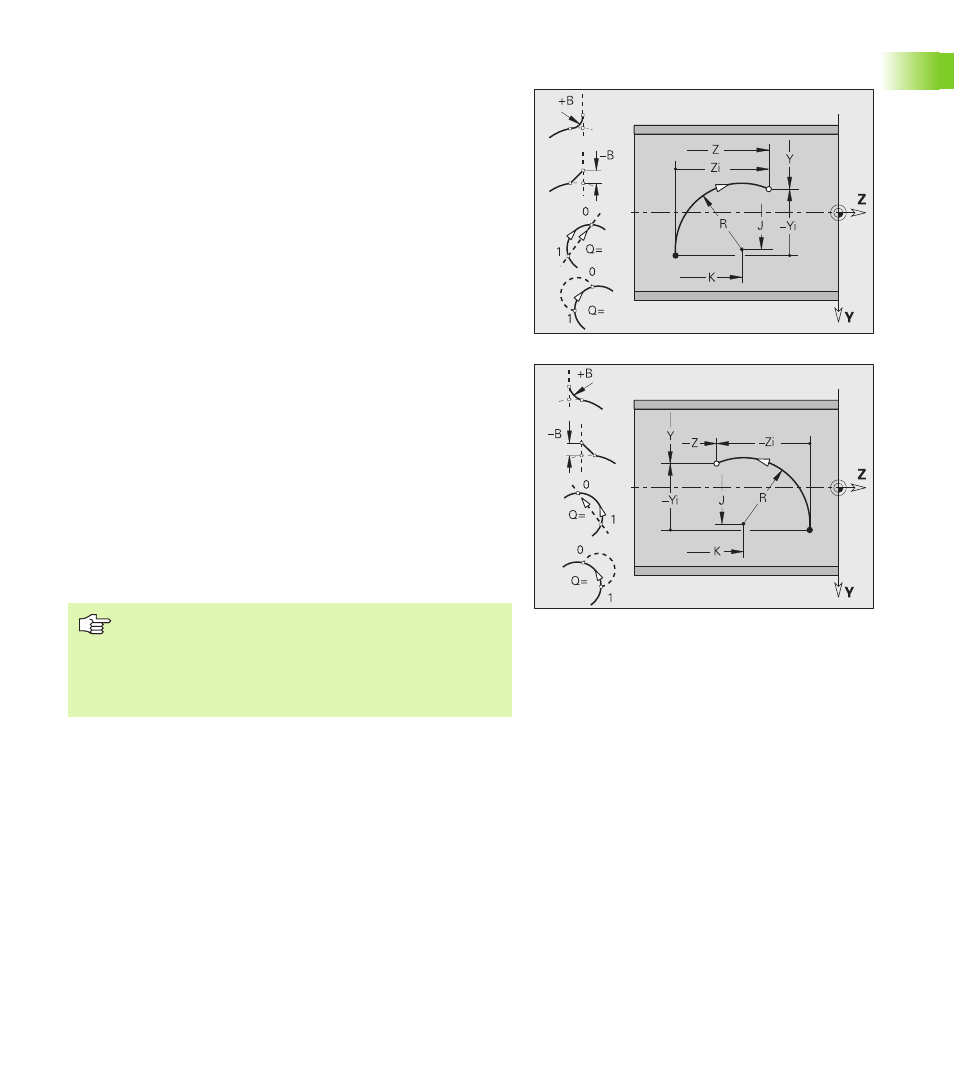
Arc de cercle G182/G183-Géo
G182/G183 définit un arc de cercle dans un contour du plan YZ. Sens
de rotation: voir figure d'aide
Paramètres
Y
Point final (cote de rayon)
Z
Point final
J
Centre (sens Y)
K
Centre (sens Z)
R
Rayon
B
Chanfrein/arrondi. Définit la transition vers l'élément de
contour suivant. Programmez le point final théorique si vous
indiquez un chanfrein/arrondi.
aucune introduction: Raccordement tangentiel
B=0: Raccordement non tangentiel
B>0: Rayon de l'arrondi
B<0: Largeur du chanfrein
Q
Point d'intersection. Point final lorsque la droite coupe un arc
de cercle (par défaut: 0):
Pour transition avec une droite, on a:
Q=0: Point d'intersection proche
Q=1: Point d'intersection éloigné
Pour transition avec un arc de cercle, on a:
Q=0: Point d'intersection éloigné
Q=1: Point d'intersection proche
Programmation
Y, Z: en absolu, en incrémental, avec effet modal ou „?“
J, K: en absolu ou en incrémental
Le point final ne doit pas être le point initial (pas de
cercle entier).