HEIDENHAIN SW 68894x-03 Manuel d'utilisation
Page 408
408
Programmation ICP
5.8 Eléments de cont
our sur le cont
our de t
our
nag
e
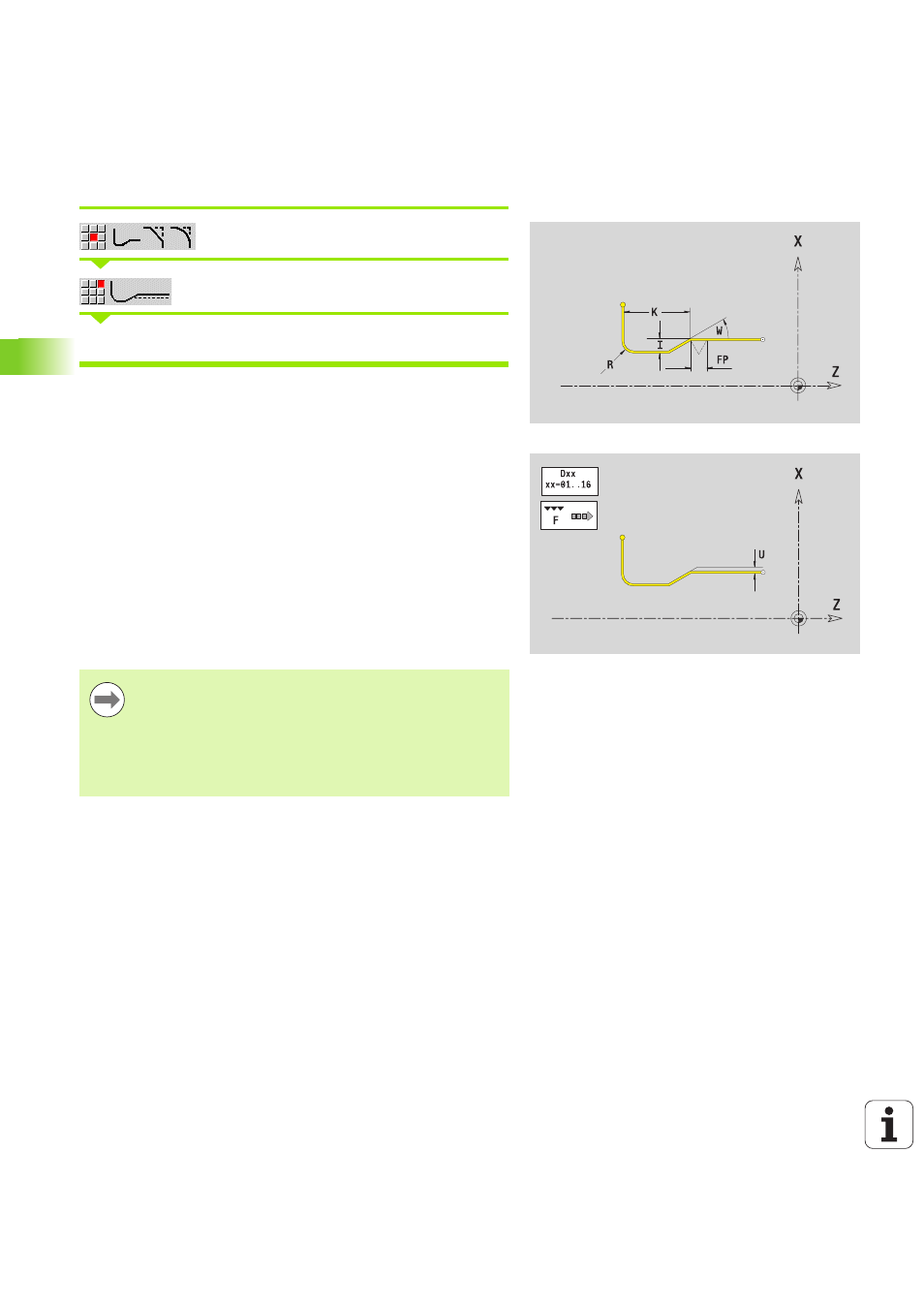
Dégagement de filetage DIN 76
Sélectionner les éléments de forme.
Sélectionner le dégagement DIN 76
Entrer les paramètres du dégagement
ICP génère G25 dans smart.Turn.
Les paramètres non indiqués sont calculés par la CNC PILOT à partir
du tableau standard (voir "DIN 76 – Paramètres du dégagement" à la
page 617) :
le „pas de vis FP“ en fonction du diamètre.
les paramètres I, K, W et R en fonction du „pas de vis FP“.
Paramètre
FP
Pas du filet (par défaut: tableau standard)
I
Profondeur du dégagement (rayon) (par défaut: tableau
standard)
K
Longueur du dégagement (par défaut: tableau standard)
R
Rayon du dégagement (par défaut: tableau standard)
W
Angle du dégagement (par défaut: tableau standard)
U, F, D, FP : voir Attributs d'usinagepage 377
Pour des filets intérieurs, indiquer le pas de vis FP car
le diamètre de l'élément longitudinal ne correspond pas
au diamètre du filet. Si le calcul du pas du filet est réalisé
par la CNC PILOT, des écarts minimes sont à prévoir.
Les dégagements ne peuvent être programmés
qu'entre deux éléments linéaires. L'un des deux
éléments linéaires doit être parallèle à l'axe X.