Introduire les positions de la pièce, X3 0, X r 0 introduire les positions de la pièce – HEIDENHAIN TNC 122 User Manual Manuel d'utilisation
Page 37
5
Mémorisation des programmes
TNC 122
37
Y
X
1
2
3
4
60
30
20
50
0
0
Sélectionner l'axe de coordonnées ( Axe X ).
X
3
0
Introduire la position nominale, par ex. 30 mm
et
sélectionner la correction du rayon d'outil: R – .
R
+
/
–
Valider l'introduction. La position nominale introduite devient maintenant
séquence actuelle dans l'affichage de la séquence de programme.
ENT
X R 0
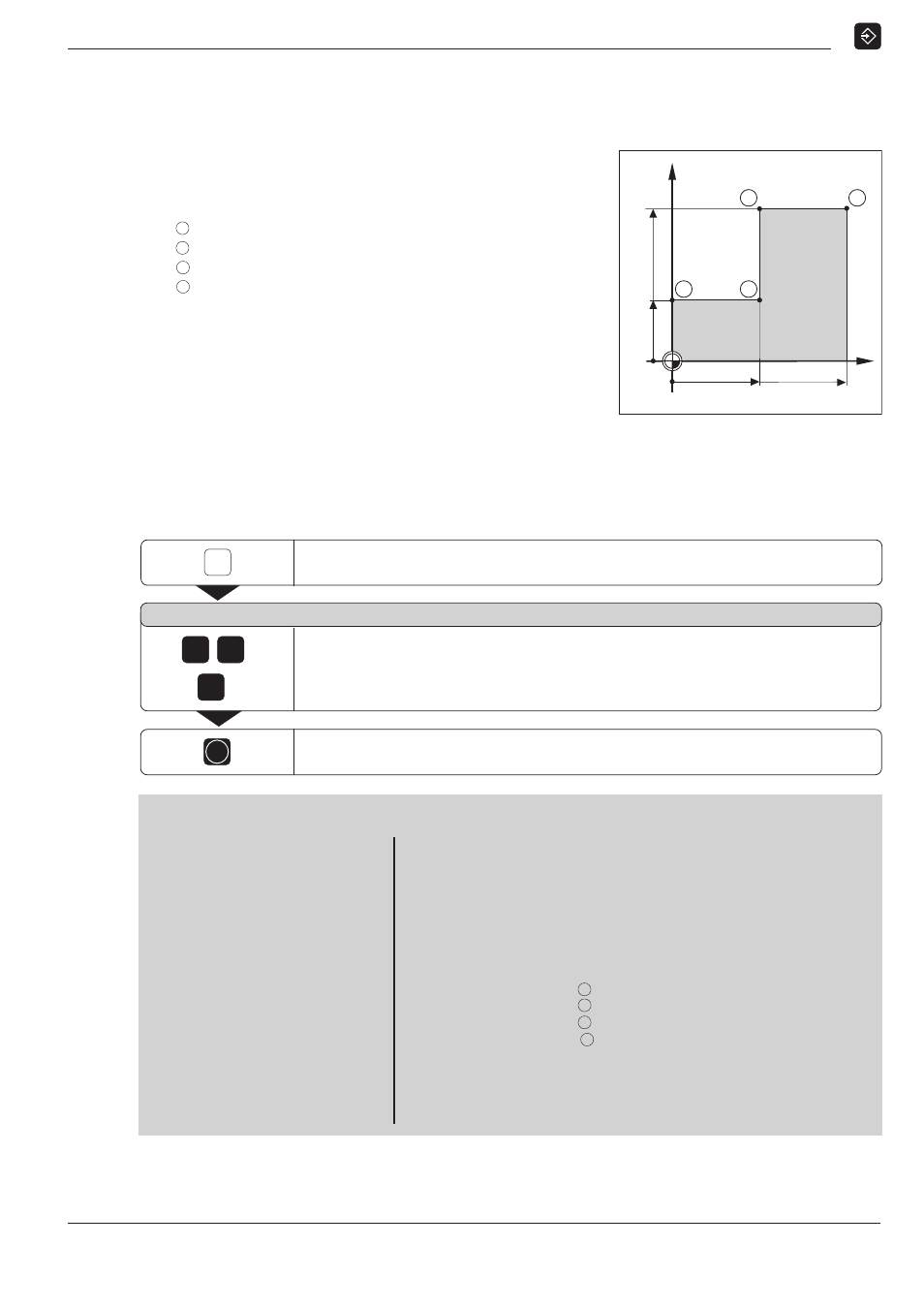
Introduire les positions de la pièce
Exemple de programmation: fraisage d'un épaulement
Les coordonnées sont programmées en valeur absolue, le point de
référence correspond au point zéro pièce.
Coin
1
:
X = 0 mm
Y = 20 mm
Coin
2
:
X = 30 mm
Y = 20 mm
Coin
3
:
X = 30 mm
Y = 50 mm
Coin
4
:
X = 60 mm
Y = 50 mm
Résumé des phases de programmation
ä Appuyez sur la touche PGM.
ä Introduisez le numéro du programme que vous désirez
exécuter et appuyez sur la touche ENT.
ä Introduisez les positions nominales.
Exécuter un programme terminé
Vous exécutez un programme terminé dans le mode de
fonctionnement EXECUTION DE PROGRAMME (cf. chapitre 10).
Exemple d'introduction:
Introduire une position nominale dans un
programme (séquence 9 de cet exemple)
Séquences de programme
0
BEGIN PGM 10
Début du programme et numéro du programme
1
F 9999
Avance de prépositionnement élevée
2
Z+20.000
Hauteur de sécurité
3
X–20.000
R0
Prépositionner l'outil sur l'axe X
4
Y–20.000
R0
Prépositionner l'outil sur l'axe Y
5
Z–10.000
Déplacer l'outil à la profondeur de fraisage
6
F 200
Avance d'usinage
7
M 3
MARCHE broche, sens horaire
8
Y+20.000
R+
Coordonnée Y du coin
1
9
X+30.000
R–
Coordonnée X du coin
2
10
Y+50.000
R+
Coordonnée Y du coin
3
11
X+60.000
R+
Coordonnée X du coin
4
12
F 9999
Avance de dégagement élevée
13
Z+20.000
Hauteur de sécurité
14
M 2
ARRET programme, ARRET broche, ARRET arrosage
15
END PGM 10
Fin du programme et numéro du programme